【图文】三菱plc凸轮顺控指令的使用说明
来源:电工天下时间:2015-09-08 16:49:11 作者:老电工手机版>>
三菱plc凸轮顺控指令用法示例
凸轮顺控指令有绝对值式凸轮顺控指令ABSD (FNC62)和增量式凸轮顺控指令INCD( FNC63)两条。
绝对值式凸轮顺控指令ABSD用来产生一组对应于计数值在360°范围内变化的输出波形,输出点的个数由n决定。
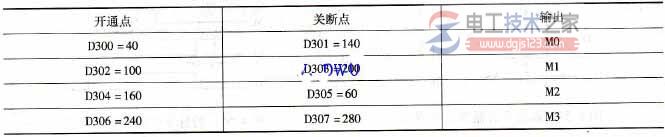
例子:如图4-52a所示。图中n为4,表明[D.]由M0 - M3共4点输出。预先通过MOV指令将对应的数据写入D300~D307中,接通点数据(由OFF变ON)写入偶数元件,关断点数据放入奇数元件,如表4-12所示。当执行条件X0由OFF变ON时,M0 -M3将得到图4-52b所示的波形,通过改变D300 - D307的数据可改变波形。若X0为OFF,则各输出点状态不变。这一指令只能使用一次。
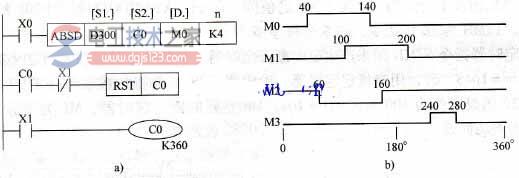
图 绝对值式凸轮顺控指令的使用
a)绝对值式凸轮顺控指令b)输出波形
表 旋转台旋转周期M0 - M3状态
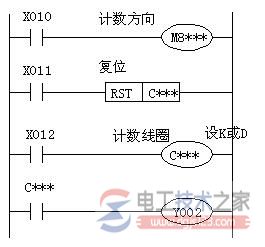
增量式凸轮顺控指令INCD也是用来产生一组对应于计数值变化的输出波形。
如图4-53所示,n=4,说明有4个输出,分别为M0 - M3,它们的ON/OFF状态受凸轮提供的脉冲个数控制。
使M0 - M3为ON状态的脉冲个数分别存放在D300 - D303中(用MOV指令写入)。图中波形是D300 - D303分别为20、30、10和40时的输出。当计数器CO的当前值依次达到D300 - D303的设定值时将自动复位。C1用来计复位的次数,M0 - M3根据C1的值依次动作。由n指定的最后一段完成后,标志M8029置1,以后周期性重复。若X0为OFF,则C0、C1均复位,同时M0 - M3变为OFF,当X0再接通后重新开始工作。
相关文章三菱plc编码器接线图与接线方式
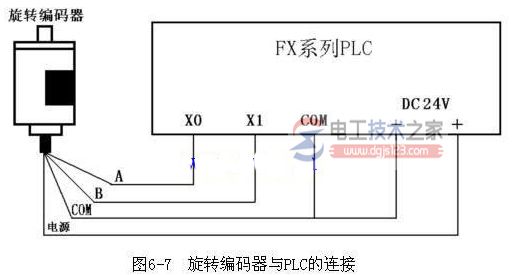
有关三菱plc编码器接线图与接线方式,以三菱fx2n系列plc与欧姆龙e6b2-cwz6c型旋转编码器为例,介绍编码器与plc的硬件接线方式,供大家学习参考。
时间:2022-09-20 20:44:32
三菱plc变址寄存器怎么用,三菱plc变址寄存器用法图解

三菱plc变址寄存器怎么用,三菱plc变址寄存器用法图解三菱plc变址寄存器分二种,即V(16位字元件),Z(16位字元件)。三菱PLC变址寄存器功能FX1S和FXIN有两个变址寄存器V...
时间:2022-09-20 20:37:02
三菱plc以太网cc-link IE系统配置注意事项

有关三菱plc以太网cc-link IE系统配置注意事项,三菱MELSEC iQ-R以太网/CC-Link IE系统配置,各网络的系统配置内容说明,三菱PLC iQ-R网络系统配置时的注意事项。
时间:2022-09-20 20:36:50
三菱plc程序上载显示黄色怎么办

三菱plc程序上载显示黄色怎么办,三菱PLC程序上载不完整的原因,一般都是编程方法的问题,从一台三菱plc中上传程序到另一台PLC或者电脑上的时候,在程式中好多地方显示黄色底色。
时间:2022-09-20 20:36:36
三菱plc更换电池程序不丢失的实现方法
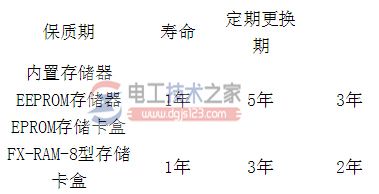
三菱plc更换电池程序不丢失的实现方法,三菱plc内部电池多久需要更换,如何更换三菱plc内部电池,在更换电池时,电池取出后plc程序会不会丢失,三菱plc内部电池的更换步骤。
时间:2022-09-19 13:20:33
三菱plc如何实现星角与三角程序控制线路
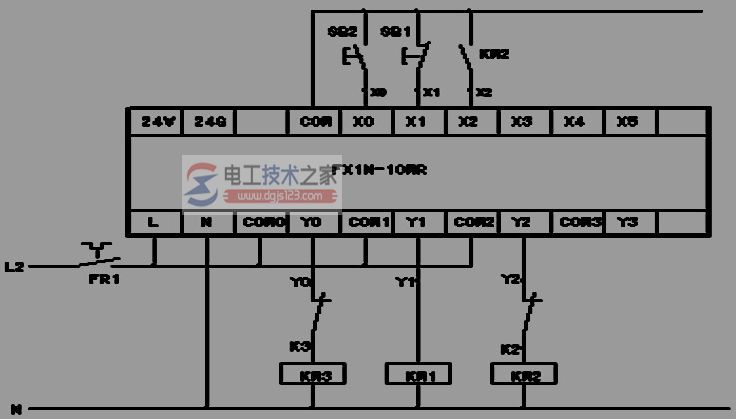
有关三菱plc星角与三角程序控制线路的实现方法,控制线路的接线非常简单,时间控制控制与切换完全由plc的内部程序来做,用置位和复位指令更为直捷和简便。
时间:2022-07-06 06:13:39
三菱plcFX3U外部电源怎么接线,视接口类型不同选用接线方法
三菱fx48m型plc是交流电源供电(单相交流电),plc有直流24v输出端口,可以给传感器或扩展模块供电(不是由外部接入24v直流电)。plc输入端自身有内部电源,如果只是按钮或行程开关类型,则不需要另外接电源,直接接按钮或开关的两端即可。
时间:2022-06-30 10:48:41
三菱plc总烧坏电源板什么原因

三菱plc老是烧坏电源板,多是plc内部电源负载过重或变送器短路造成的,故障排查方法如下:电源部分出现问题,保险烧坏。PLC低压电源部分串入高压使低压电路损坏,电源部分欠压。
时间:2022-06-09 05:36:43
- 上一篇:【图文】三菱plc交替输出指令的用法
- 下一篇:三菱plc可调速脉冲输出指令的用法