直流电机运行过程震动怎么办,直流电机震动的解决方法
来源:电工天下时间:2019-11-13 09:20:55 作者:老电工手机版>>
有关直流电机运行过程震动的原因与解决方法,直流电机为何会产生振动,直流电动机振动分析与减振措施有哪些,振动原因的初步判别方法等。
直流电机运行过程震动
首先,是否三相电压平衡第一张支票,并拧紧地脚螺栓,基础松动检查(不会被地面松动)功率测试,如果无效,下一步。
第二,释放负荷(皮带,齿轮等),电源测试,以确定它是否是由不平衡负载,如果是这样,调整负荷,与DC电机轴平行的纵向以便。如果无效,下一步。
第三,直流电机维修师检查螺丝盖的密封性,是按对角顺序系带或不带滑动或不含螺丝孔过大的现象丝。扫描检查孔现象,如果它扫膛现象,重新封盖,调整同心度,如果你不能调整到所需的水平,那么在良好的状态检查,更换或修理转子,如果无效,进入下一个步骤。
第四,诚信度检查和更换端盖轴承,如果情况良好的轴承,天津电机维修检查轴承和覆盖的差距是正常的,如果差距过大,无法修理或更换。接下来的一步,如果无效。
第五,检查定子绕组电阻和绝缘,并加以恢复。

附1,直流电机为何会产生振动?
直流电动机振动分析与减振措施,振动是所有电机在制造、安装、运行维护与检修中经常遇到和必须解决的问题。
振动过大会导致电机的运行稳定性破坏、换向条件恶化、零部件损坏、电机寿命缩短,甚至造成停机故障。与所有的电机一样,引起直流电动机振动的主要原因是机械上、电气上和安装上的原因。
电机振动极限值在国家标准GB100068.2一88《旋转电机振动测定方法及极限振动极限》中都有规定。
1、电气原因
(1)电磁力。
这种电磁力主要是由极靴下磁通的纵振荡产生的,通常具有齿频率,尤其是定子也是开口槽时,磁通脉振增加,更易造成交变磁拉力。
由于直流电动机固定在机座上的主极是集中质量,在交变磁拉力和主极集中力的作用下,使机座产生挠曲和横向振动。
设计上采用非均匀气隙、电枢斜槽以及磁性定子开口槽楔,都是减少磁通振荡和振动电磁力的有效措施。
(2)气隙不均匀。
由于装配气隙不均匀,电机运行时产生单边磁拉力,其作用相当于电机转轴挠度增加。因此保证气隙装配均匀是防止振动的必要措施。
(3)转子线圈损坏。电工:www.dgjs123.com
由于转子线圈损坏使电机运行时转子径向受力不均匀,其结果与转子不平衡类似。转子线圈损坏可用电工仪表测出。
2、机械原因
(1)电枢不平衡。
由于旋转时不平衡质量产生的离心力的作用,使轴承上作用有一个旋转力,造成了电机和基础的振动。
当气隙不匀、主极固定不紧或机座、端盖的刚度较差时,都会造成振动加剧,因此检查发现转子不平衡时,必须重新进行动平衡。
(2)轴承径向间隙过大、外圈与端盖配合松动。
在装配时,轴承应经过检验合格。轴承与轴颈、轴承座的配合必须符合要求,否则须采取喷涂或刷涂工艺进行处理,避免轴承工作不良引起振动。
对于磨损轴承,在电机运转时其振动噪声频率较高,较易判断,发现这一情况应更换轴承。
(3)轴颈椭圆或转轴弯曲。
当电机旋转时,由于转子重力而产生干扰振动,其振动频率通常是电机工作频率的双倍。转轴弯曲造成了一个不平衡的重量,以角速度围绕静平衡位置旋转,其结果和转子不平衡相同。
轴颈椭圆或转轴弯曲可用百分表在盘车时测得,轴颈椭圆必须进行焊修或刷镀后磨圆处理,转轴弯曲时必须校正处理。
(4)机座、端盖重要支承件制造误差或运行变形。
由于机座、端盖等转子重要支承件的配合面形位误差超差,特别是大、中型电机运行较长时间后机座、端盖等重要支承件变形,使电机在运行时轴承产生干扰力,造成电机振动。
这些配件的误差或变形可采用回转打百分表等方式测得,发现有这一情况后,应对配件进行焊修等工艺方式处理,或更换配件。
3、安装原因
由于电机与负载机械之间的连接安装不良,也必然造成电机运行时的干扰力,使机组产生与转速相同角频率的振动。
采用联轴器、联轴节连接时,应保证同轴度要求;采用三角带传动连接时,应保证带槽的平行要求,减少皮带的振动;采用齿轮传动连接时,应保证两轴之间的平行度要求,使齿轮能正确啮合。
4、振动原因的初步判别方法
在解决电机振动问题时,首先要判别电机的振动由哪方面原因引起的,即机械、电气和安装上三者之间的原因判定。
(1)区分振动是电动机还是负载机械引起的。
方法是断开电动机与负载机械的连接,若振动变化较大,则与负载机械或安装有关;若振动变化很小,则是电动机本身产生的。
(2)区分振动是电气原因还是机械原因产生的。
方法是将电机运转至最高转速,突然切断电源,若振动随之突然减小,振动则是电气原因引起的;若振动变化不大,则主要是机械原因引起的。
相关文章220v直流电机4根线与调速器怎么接线

220v直流电机4根线与调速器的接线方法,具体参考如下:单相直流电机内部有两个绕组,一个是启动绕组,一个是运行绕组,四根线就是这二个绕组的头尾,下面具体来了解下。
时间:2022-05-01 17:48:54
12v微型直流电机调速的控制方法详解
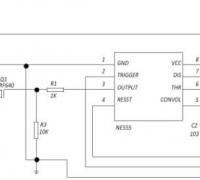
12v微型电机应用广泛,调速控制方法非常多,以下是介绍一种简单脉冲调速方法,电路图如下所示,12v微型直流电机调速的控制方法,有需要的朋友参考下。
时间:2022-04-30 21:22:27
直流电机调速器的五点使用要求

有关直流电机调速器的知识,注意直流电机调速器的使用场所,接入交流电源线,按正负接好励磁电压,这些都是直流电机调速器的使用要求,下面具体来了解下。
时间:2022-04-30 21:02:22
直流电机调速器的参数及特点说明

有关直流电机调速器的知识,直流电机调速器的参数大全,主要包括输入电压、输出电压、输出电流等,直流电机调速器的特点包括低速启动力矩大、有闭锁控制功能等,下面来了解下。
时间:2022-04-30 21:00:45
直流电机调速器的安装注意事项

在安装直流电机调速器时,常见的注意事项参考如下:1、接入交流电源线,按正负接好励磁电压,以免造成反转。2、在主电枢电路输出端,+极接直流电机主电枢正极,-极接主电枢负极。
时间:2022-04-29 22:41:45
直流电机调速器加电开机无电压怎么办?

故障现象:PMD380-26PIK直流电机调速器加电开机无输出电压,线路板上的发光管不亮。直流电机调速器加电开机之后,发现没有无电压,具体解决办法参考如下。
时间:2022-04-28 18:26:51
用继电器实现直流电机正反转的方法
有关继电器的使用方法,首先介绍了继电器的内部工作原理,然后介绍了两只继电器组成的正反转电路,以及用继电器实现直流电机正反转的具体方法,供大家学习参考。
时间:2022-03-24 08:45:14
180伏直流电机测量好坏的常用方法

以下是测试直流电机好坏的方法:1、用万用表电阻x10档测量电机两端,指针转动到表右边,说明绕组是通的。2、用万用表直流档2.5V或10档,转动电机,万用表指针应向右摆动。
时间:2022-01-18 06:07:37
- 上一篇:电动机匝间短路与相间短路的测量问题
- 下一篇:电动机振动原因,电机运行时的振动值范围