西门子s7-200 plc筛板冲孔加工应用案例
来源:电工天下时间:2020-03-10 17:53:25 作者:老电工手机版>>
有关西门子s7-200 plx筛板冲孔加工应用案例,可编程控制器(plc)s7-200和文本显示器td200在筛板冲孔加工中的应用,包括筛板冲孔装置及其控制系统、系统控制工作原理、plc控制程序等内容。
西门子s7-200 plx筛板冲孔加工
可编程控制器(plc)s7-200和文本显示器td200在筛板冲孔加工中的应用。
通过td200组态以及plc控制程序对冲床进料系统进行控制,构成一个高效的经济型数控机电一体化装置。
1、筛板冲孔装置及其控制系统
矿用振动筛筛板(冲孔板)在冲孔加工时,大都是操作工先在钢板上标出孔的位置,然后再由人工进料用冲床冲出。这种加工方式劳动强度大、工作效率低、加工精度难以保证。为此我们研制了自动冲孔系统。 筛板冲孔装置由冲床、 横向工作台、纵向工作台、接近开关,交流接触器,中间继电器,s7-200,td200等。
产品制造流程:手工上料,按自动运行按钮,横向步进电机和纵向步进电机分别启动完成工件的横、纵向进给,从而冲床完成工件的加工,最后横向工作台和纵向工作台回到原始位置。
除具有自动完成横、纵向进给,此装置还具有点动进给功能。 此装置以德国西门子(siemens)公司s7-200系列plc对冲压机进料系统中的两个步进电机进行控制,实现横向和纵向的自动进给。并使用td200对工艺参数进行设定和显示。
为降低成本,本系统使用了一个步进电机驱动器来驱动两个步进电机。td200是专门为s7-200系列plc配备的操作员界面,它是一种连接简单,操作方便,功能强大的实用性人机界面解决方案,它通过一根td/cpu电缆和plc实现互连,它具有如下功能:
(1) 显示从s7-200cpu中读取的信息;
(2) 可以调整选定的程序变量;
(3) 提供为具有实时时钟的cpu设置时间和日期的能力;
(4) 提供强制、非强制i/o点的能力;
(5) 提供八个可供用户定义的设定和显示功能。
td200在系统中的使用使plc功能更丰富,plc与用户的接口界面更友好,plc的可操作性大大提高。
2、系统控制工作原理
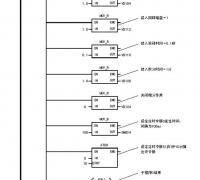
本系统控制原理如图1所示。各部分的功能分别介绍如下:
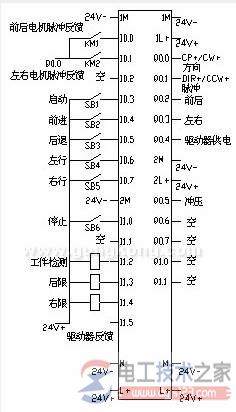
图1.系统控制原理图
fig.1 system control principle
1)步进电机驱动器控制原理
驱动器的控制功能主要通过四个输入点完成。
(1)公共端接地。
(2)脉冲信号输出:每来一个脉冲,驱动步进电机运行一个步距角。
(3)方向信号输入:控制步进电机的两个转向,高电平正转,低电平反转。
(4)脱机信号输入:该端接受plc控制信号,低电平时,步进电机相电流被切断,转子处于自由状态(脱机状态)。高电平或悬空时,转子处于锁定状态。
2)步进电机dj1、dj2的功能:dj1用于纵向进料控制,dj2用于横向进料控制。
3)其他部件的功能
(1)接近开关jjk1用于安全措施,它确保在冲床的冲头提起回到原位后进料台才送料,以免原料将冲头卡住。接近开关jjk2,jjk3分别是纵向工作台和横向工作台的限位开关。
(2)b1是自动运行按钮;sb2是手动工作台前行按钮;sb3是手动工作台后行按钮;sb4是手动工作台左行按钮;sb5是手动工作台右行按钮;sb6是系统停止按钮。
3、plc控制程序
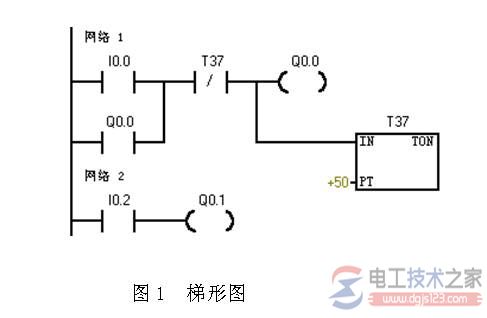
plc控制程序用梯形图进行编程,完成自动和手动两种运行方式的控制。此plc控制程序由一个主程序和两个子程序组成,一个子程序完成自动运行,一个子程序完成手动运行。其控制程序(部分)如图2所示:
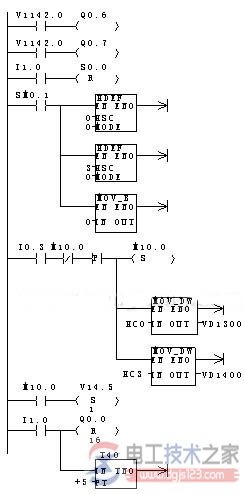
图2. 控制程序图
fig.2 control program
在自动方式下,横向步进电机首先运行完成第一行孔的加工,然后,纵向步进电机使原料纵向进给;横向步进电机再次完成第二行孔的加工。
按此顺序完成整个筛板的冲孔加工,最后工作台回原点,以准备下一个筛板的加工。
在手动方式下,可以分别完成工作台前进、后退、左行、右行的操作。
4、总结
基于plc控制的冲床进料系统可以实现所要求的技术性能,利用td200可以改变选定的程序变量并且可以显示过程值。
此系统已经投入运行,而且运行状态良好,为操作人员对筛板冲孔的操作和实时监控带来了极大的便利,达到了预期的控制要求。
相关文章西门子s7系列plc脉冲定时器Pulse Timer的实例
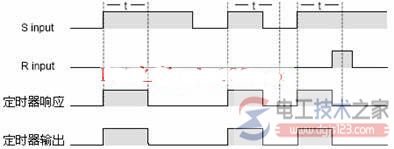
西门子s7系列plc脉冲定时器Pulse Timer的实例,脉冲定时器时序,STL语句表,装入定时时间到ACCU1,启动脉冲定时器T5,有关脉冲定时器Pulse Timer的FBD功能图与时序图。
时间:2022-09-18 08:23:19
西门子s7-300 plc的位逻辑操作实例讲解
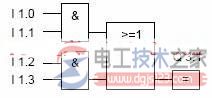
西门子s7-300 plc的位逻辑操作的几个例子,位逻辑指令的运算规则:“先与后或”,通过二个例子,介绍了s7-300 plc的位逻辑操作的功能图、梯形图与语句表的实现方法。
时间:2022-09-18 08:22:24
西门子plc程序实例:led数码管显示9-5控制系统
有关西门子plc的编程例子,一个led数码管显示9-5控制系统,根据要求用西门子plc设计控制系统,并进行程序调试,以下是该plc程序的i/o地址分配与程序梯形图,有需要的朋友参考下。
时间:2022-01-21 07:56:15
西门子plc程序实例:水塔水位控制系统设计
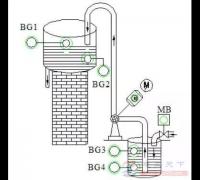
有关西门子plc的编程实例,一个水塔水位控制系统,根据问题要求用西门子plc设计控制程序,并进行模拟仿真调试,以下是该plc程序的i/o地址分配与程序梯形图,供大家参考。
时间:2022-01-21 07:53:48
西门子PLC实例:LED舞台灯控制系统设计

有关西门子PLC的编程实例,一个舞台灯光的控制系统设计,参考如下的舞台灯光布置示意图,用西门子PLC来编写控制系统,并且进行程序调试,有需要的朋友参考下。
时间:2022-01-21 07:49:28
西门子PLC编程实例:一个按钮控制2盏灯
有关西门子PLC的编程例子,如何用一个按钮控制2盏灯的亮与灭,使用西门子PLC,并按照要求编写梯形图程序,以下是I/O地址分配与梯形图程序,有需要的朋友参考下。
时间:2022-01-21 07:48:09
西门子plc实例:传送带方向检测功能
有关西门子plc编程的例子,一个传送带运动方向检测功能,可以用西门子plc编程来实现,当检测到物体时动作(闭合),使用梯形图编程,给出i/o端口分配表,有需要的朋友参考下。
时间:2022-01-21 07:46:38
西门子S7-200系列PLC实例:时钟指令入门用法
有关西门子S7-200的编程例子,时钟指令在自动化控制中经常用到,比如交通信号灯、路灯等,以下是西门子S7-200系列PLC实例中时钟指令的入门教程,一起来看下。
时间:2022-01-19 07:24:25