西门子S7-200高速计数器程序设计与解释
来源:电工天下时间:2015-09-19 01:27:17 作者:老电工手机版>>
西门子S7-200高速计数器的程序设计
程序通过先设定计数器的值,本例中设定值为13;按设备启动按钮I0.1启动设备,运行后通过信号输入点I0.0进行计数,当计数当前值等于设定值13时,输出点断开,设备运行停止。I0.2为设备停止按钮。
程序代码:
MOVB 16#C8, SMB37
HDEF 0, 0
MOVD +0, SMD38
HSC 0
程序注解:
1)对高数记数器HSC0初始化,写入控制字节(16#C8含义为:要求进行初始值设定;不装入预设值;运 行中不要求更改计数方向;计数器类型为增。)
2)执行HDEF指令,进行高速计数器工作模式的选定设置(计数器为HSC0;模式为0)
3)初始值设定:装载高数记数器初始值为0
4)执行HSC指令,写入HSC0设置。
EU
MOVB 16#C8, SMB37
MOVD +0, SMD38
HSC 0
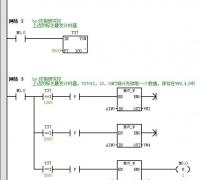
上述程序注解:当记速值达到要求值时,M14.0复位,高速计数器计数将复位为初始值,以备下次计数使用。
= M14.0
上述程序注解:当计数器值小于13 时,M14.0始终处于置位状态。
O Q0.0
AN I0.2
A M14.0
= Q0.0
上述程序注解:I0.1为设备启动信号;I0.1为设备停止信号。高速计数器累计值达到13 时,设备运行停止。
S Q0.1, 1 中断执行,压板控制得电工作开始。
本例程序设计的背景:(中断单点控制)
程序是通过一个板材自动定长剪切设备工作程序简单设计进行高数计数器和中断指令的使用。
工作要求为:启动设备,料滚电机工作带动板材进行送料,同时由计数器记录长度脉冲信号,当达到脉 冲预设值时,即板材设定长度时,中断指令发信号,停止料滚电机工作,执行压料、裁 剪,裁剪完成后,压料阀和料剪同时复位,料滚电机工作,进行下一次裁剪,周而复始。
程序拓展:可根据实际需要设计成钢板的定长裁剪;或流量的控制。
通过本程序学习,可加深高数计数器指令和中断指令的使用了解。I0.0为计数脉冲输入点。
主程序:
LD SM0.0
CALL SBR0
Network 2 // 送料电机启动控制
LD I1.1
O T39
S Q0.0, 1
Network 3 // 送料电机停止控制
LD I1.0
R Q0.0, 3
Network 4 // 压紧时间设置
LD Q0.1
TON T37, 15
Network 5
LD T37
S Q0.2, 1
Network 6 // 剪裁时间设置
LD Q0.2
TON T38, 10
Network 7 // 压板、裁刀复位时间设定
LD T38
LD M0.0
AN T39
OLD
R Q0.1, 1
TON T39, 20
= M0.0
R Q0.2, 1
Network 8 // 程序调试计数器运行检测;实际中可删除。
LD SM0.0
MOVD HC0, VD30
子例行程序及注解:
第一条为设定高数计数器参数:16#E8=11101000。含义是:启用计数器;可更新当前值即SMD38;允许更新设定值即SMD42;不更改计数方向。
MOVB 16#E8, SMB37 设定高数计数器参数;
MOVD +0, SMD38 设定当前值SMD38=0
MOVD +20, SMD42 设定预装值SMD42=20;
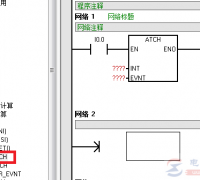
HDEF 0, 0 选用0#记速器连接12号中断事件
ATCH INT0, 12
ENI 开中断;
HSC 0 开启0#计速器
中断例行程序注解:
R Q0.0, 1 中断执行,Q0.0失电料滚停转
MOVB 16#E8, SMB37 重新设置高数计数器控制参数SMB37
MOVD 0, SMD38 清空高数计数器当前值SMD38。
HSC 0 执行高数计数器指令HSC0。
相关文章西门子s7-200系列plc顺序控制指令的功能详解
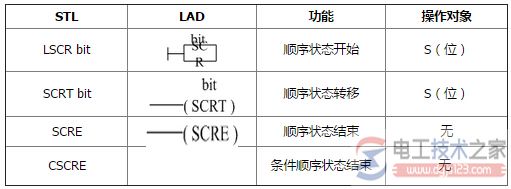
西门子s7-200系列plc顺序控制指令的功能,每一个scr程序段一般有三种功能,驱动处理,指定转移条件和目标,转移源自动复位功能,顺序控制指令的应用说明。
时间:2022-09-20 19:49:31
西门子s7-200系列plc定时中断指令编程入门
西门子s7-200系列plc定时中断指令编程入门,
时间:2022-02-05 08:11:01
西门子S7-200系列PLC中断指令第二部分
西门子S7-200系列PLC中断指令第二部分,先来复习下中断指令的三要素:激活中断(1次即可);中断事件连接中断程序;开放中断。以上提到的三要素,要求必须包含在中断指令的主程序中。
时间:2022-02-05 06:42:51
西门子S7-200系列PLC中断指令第一部分
西门子S7-200系列PLC中断指令第一部分,中断跟扫描周期无关,响应快,只要中断事件发生才会去执行程序,可以节省时间,避免等待和浪费时间。
时间:2022-02-05 06:38:11
西门子S7-200 Plc之比较指令入门教程

西门子S7-200 Plc之比较指令入门教程,本节来学习下西门子s7-200“比较指令”的知识,下面是比较指令的常见类型:常见操作数,针对B\I\DI\R做下简单的解释。
时间:2021-10-23 07:16:16
西门子s7-200同一数据源不同时间的比较方法
西门子s7-200同一数据源不同时间的比较方法,问题:s7-200同一数据源不同时间怎么比较?同一个地址在不同的时间下获取的数值,然后把这些数值进行比较。
时间:2021-10-23 07:06:27
西门子S7-200中BCD码入门教程
有关西门子s7-200的入门教程,BCD码是什么,其数据格式是什么样的,在s7-200编程中进程转换时,BCD码应该怎么操作,下面一起来学习下。
时间:2021-10-23 06:56:47
西门子s7-200有符号数和无符号数的区别
有关西门子s7-200的入门教程,介绍了s7-200中数的类型,一是有符号数,二是无符号数,那么西门子s7-200有符号数和无符号数的区别有哪些,下面一起来学习下。
时间:2021-10-23 06:52:27