三菱plc程序流程控制指令有哪些,用法说明
来源:电工天下时间:2015-10-17 17:24:21 作者:老电工手机版>>
三菱plc程序流程控制指令
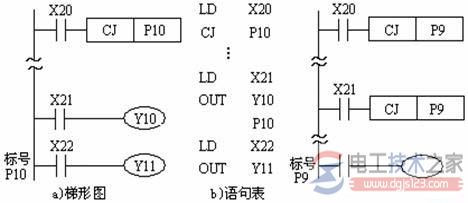
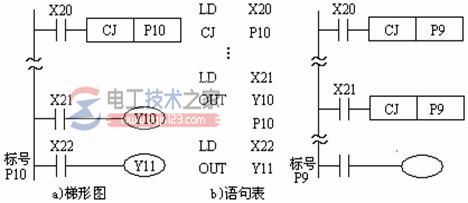
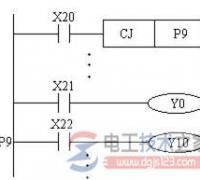
1、条件跳转指令cj
cj、cjp指令用于跳过顺序程序某一部分的场合,以减少扫描时间。条件跳转指令cj应用说明如图
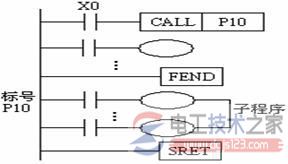
2、子程序调用指令call与返回指令sret
子程序应写在主程序之后,即子程序的标号应写在指令fend之后,且子程序必须以sret指令结束
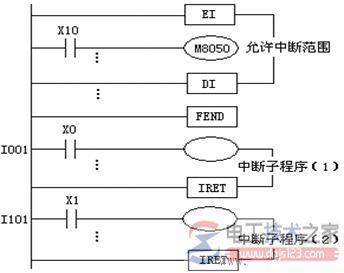
3、中断返回指令iret、允许中断指令ei与禁止中断指令di
plc一般处在禁止中断状态。指令ei~di之间的程序段为允许中断区间,而di~ei之间为禁止中断区间。
当程序执行到允许中断区间并且出现中断请求信号时,plc停止执行主程序,去执行相应的中断子程序,遇到中断返回指令iret时返回断点处继续执行主程序。
4、主程序结束指令fend
fend指令表示主程序的结束,子程序的开始。程序执行到fend指令时,进行输出处理、输入处理、监视定时器刷新,完成后返回第0步。
fend指令通常与cj-p-fend、call-p-sret和i-iret结构一起使用(p表示程序指针、i表示中断指针)。
call指令的指针及子程序、中断指针及中断子程序都应放在fend指令之后。
call指令调用的子程序必须以子程序返回指令sret结束。
中断子程序必须以中断返回指令iret结束。
5、监视定时器刷新指令wdt
如果扫描时间(从第0步到end或fend)超过100ms,plc将停止运行。
这种情况下,应将wdt指令插到合适的程序步(扫描时间不超过100ms)中刷新监视定时器。
6、循环开始指令for与循环结束指令next
for~next之间的程序重复执行n次(由操作数指定)后再执行next指令后的程序。循环次数n的范围为1~32767。若n的取值范围为-32767~0,循环次数作1处理。
for与next总是成对出现,且应for在前,next在后。for~next循环指令最多可以嵌套5层。 利用cj指令可以跳出for~next循环体。
三菱plc跳转指令:
相关文章三菱plc如何实现星角与三角程序控制线路
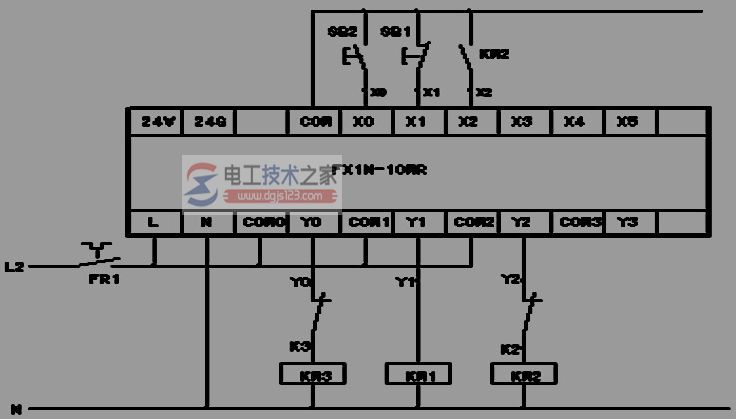
有关三菱plc星角与三角程序控制线路的实现方法,控制线路的接线非常简单,时间控制控制与切换完全由plc的内部程序来做,用置位和复位指令更为直捷和简便。
时间:2022-07-06 06:13:39
三菱PLC-FX系列可编程序控制器型号说明
有关三菱PLC的知识,三菱PLC-FX系列可编程序控制器型号,主要包括输出与输出点数,单元类型,特殊品种间的区别等,三菱PLC-FX系列可编程序控制器的入门知识,有需要的朋友参考下。
时间:2021-12-20 11:29:53
三菱plc模拟量模块应用实例(制冷中央空调温度控制)

三菱plc模拟量模块应用实例,模拟量输入模块,模拟量输出模块,模拟量模块使用:确定模块编号、缓冲寄存器(BFM)分配,FX-4AD模块BFM的分配表,制冷中央空调温度控制的例子。
时间:2021-06-01 09:21:51
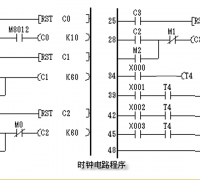
三菱plc梯形图控制交通灯的例子
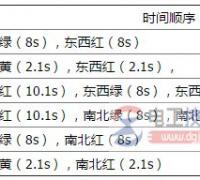
三菱plc控制交通灯的plc梯形图,十字路口南北及东西方向均设有红、黄、绿三个信号灯,六个灯以一定的时间顺序循环往复工作,元器件安排如图所示。
时间:2020-05-16 19:52:47
三菱plc条件跳转指令cj的用法说明
三菱plc条件跳转指令cj的用法,三菱plc条件跳转指令CJ用于跳过顺序程序中的某一部分,以缩短运算周期、控制程序的流程,其指令的助记符为CJ,指令代码是FNC00,操作元件为P0~P127。
时间:2020-03-06 16:06:34
三菱fx可编程控制器程序流程控制功能指令的用法
三菱fx可编程控制器程序流程控制功能指令的用法,包括条件跳转指令cj、子程序调用指令call与返回指令sret、主程序结束指令fend、监视定时器刷新指令wdt等的使用说明。
时间:2020-03-06 15:59:08
三菱plc程序流向控制类指令的用法
三菱plc程序流向控制类指令的用法与注意事项,包括条件跳转指令、子程序调用与子程序返回指令、与中断有关的指令、主程序结束指令、监视定时器指令与循环指令的使用方法等。
时间:2020-03-06 15:21:56
三菱plc控制交通灯并行顺序的例子
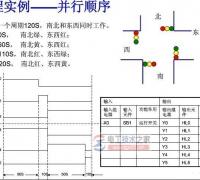
分享一个三菱plc控制交通灯并行顺序的例子,交通灯一个周期120秒,南北与东西同时工作,0-50秒,南北绿、东西红,50-60秒,南北黄、东西红等控制方法。
时间:2020-03-06 15:18:58
- 上一篇:三菱plc的三种常用组网方式
- 下一篇:【图】三菱plc加电输出禁止程序的编程实例