FANUC数控系统编程代码及功能详解
来源:电工天下时间:2017-08-28 09:10:39 作者:老电工手机版>>
FANUC数控系统编程代码及功能详解
通过本文了解FANUC数控系统常用M代码,FANUC数控系统G代码,以及FANUC数控系统编程代码的不同分类的格式,功能说明等。
FANUC数控系统常用M代码:
M03:主轴正传
M04:主轴反转
M05:主轴停止
M07:雾状切削液开
M08:液状切削液开
M09:切削液关
M00:程序暂停
M01:计划停止
M02:机床复位
M30:程序结束,指针返回到开头
M98:调用子程序
M99:返回主程序
FANUC数控系统G代码:
代码名称-功能简述
G00------快速定位
G01------直线插补
G02------顺时针方向圆弧插补
G03------逆时针方向圆弧插补
G04------定时暂停
G05------通过中间点圆弧插补
G07------Z 样条曲线插补
G08------进给加速
G09------进给减速
G20------子程序调用
G22------半径尺寸编程方式
G220-----系统操作界面上使用
G23------直径尺寸编程方式
G230-----系统操作界面上使用
G24------子程序结束
G25------跳转加工
G26------循环加工
G30------倍率注销
G31------倍率定义
G32------等螺距螺纹切削,英制
G33------等螺距螺纹切削,公制
G53,G500-设定工件坐标系注销
G54------设定工件坐标系一
G55------设定工件坐标系二
G56------设定工件坐标系三
G57------设定工件坐标系四
G58------设定工件坐标系五
G59------设定工件坐标系六
G60------准确路径方式
G64------连续路径方式
G70------英制尺寸 寸
G71------公制尺寸 毫米
G74------回参考点(机床零点)
G75------返回编程坐标零点
G76------返回编程坐标起始点
G81------外圆固定循环
G331-----螺纹固定循环
G90------绝对尺寸
G91------相对尺寸
G92------预制坐标
G94------进给率,每分钟进给
G95------进给率,每转进给
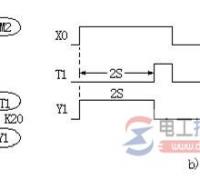
相关文章plc单脉冲程序的功能说明
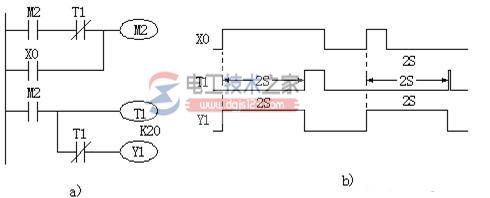
plc单脉冲程序,从给定信号(X0)的上升沿开始产生一个脉宽一定的脉冲信号(Y1),无论输入X0接通的时间长短怎样,输出Y1的脉宽都等于T1的定时时间2s(plc单脉冲程序)。
时间:2022-09-19 11:17:08
plc整数与双整数及实数的功能说明
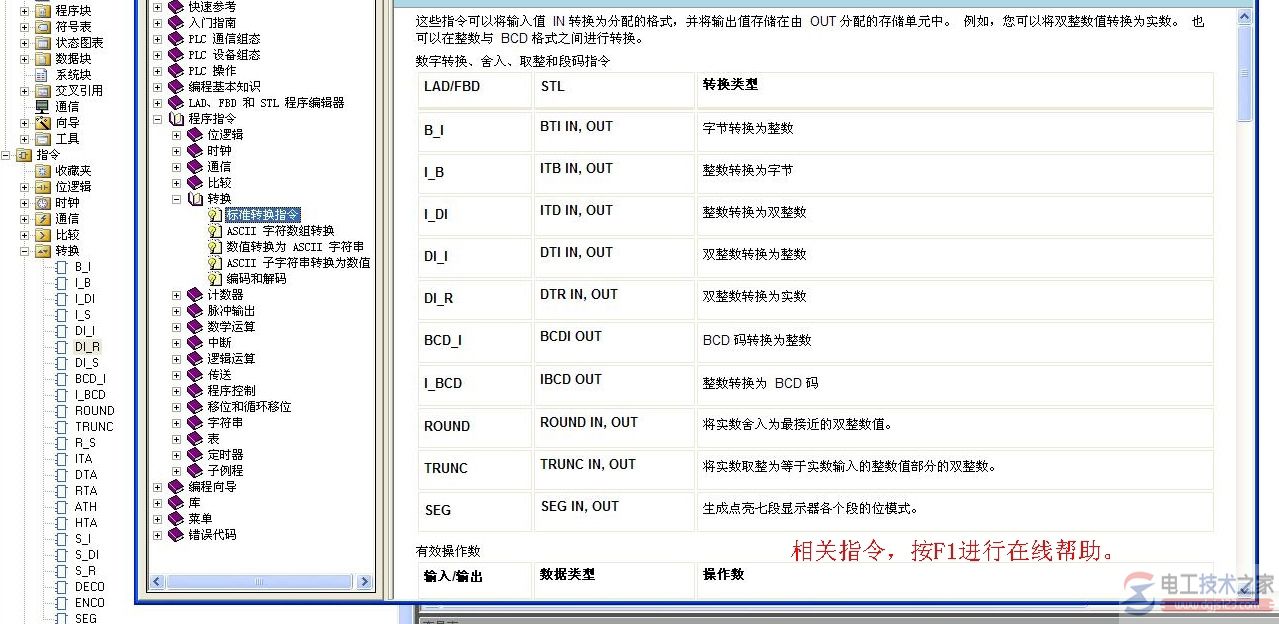
plc整数与双整数及实数的功能,16位整数(INT)是有符号数,32位整数(DINT)的最高位为符号位,32位浮点数(REAL)为称实数,通过PT100温度修正程序来了解其用法。
时间:2022-09-18 13:08:36
plc查表操作指令的功能说明

plc查表操作指令的功能说明,表功能指令包括填表、查表、先进先出和后进先出指令,表功能指令实现对数据(只能是字型数据)的存取操作,在查表指令的语句表中,运算符不采用编码形式,而是直接使用。
时间:2022-09-18 13:08:13
自锁与互锁功能的plc梯形图程序设计实例
自锁与互锁功能的plc梯形图程序设计,利用自身的常开触点使线圈持续保持通电即“ON”状态的功能称为自锁,利用两个或多个常闭触点来保证线圈不会同时通电的功能成为“互锁”。
时间:2022-07-11 08:50:34
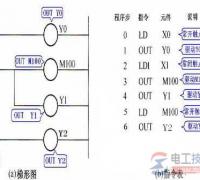
plc梯形图编程中继电器原理图与梯形图图符的对应关系
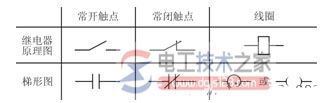
plc梯形图编程中继电器原理图与梯形图的图符对应关系,plc梯形图编程语言的基本知识,根据继电器原理图画出梯形图,梯形图最左边是起始母线,最右边还有结束母线。
时间:2022-07-11 08:50:24
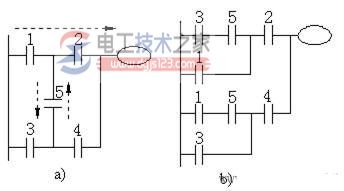
三菱plc梯形图的四条编程规则
三菱plc梯形图的四条编程规则,梯形阶梯都是始于左母线,终于右母线,接点应画在水平线上,不应画在垂直线上,并联块串联时,应将接点多的去路放在梯形图左方,不宜使用双线圈输出。
时间:2022-07-11 06:26:14
plc梯形图编程的四个概念
plc梯形图编程的四个概念,分为软继电器、能流、母线与梯形图的逻辑解算,根据梯形图中各触点的状态和逻辑关系,求出与图中各线圈对应的编程元件的状态,称为梯形图的逻辑解算。
时间:2022-07-11 06:26:10
plc梯形图编程规则与编程方法图解
有关plc梯形图的编程规则与编程方法,了解编写梯形图程序的基本规则与基本编程方法,有助于提高plc编程的质量与效率,五点plc梯形图的编程规则,七点plc梯形图的编程方法,供大家参考。
时间:2022-07-10 07:15:23
- 上一篇:信捷plc标记与中断处理小知识
- 下一篇:PLC的M是否要接工作接地?