同步电动机的定子接线处开焊怎么办?
来源:电工天下时间:2021-11-09 06:26:29 作者:老电工手机版>>
当同步电动机的定子接线处开焊时,一般使用炭精钳修理,焊接材料可以用磷铜焊料,这种焊料不会因发热而开焊,接触电阻和机械强度均优于普通焊锡。
在某些特殊情况下,可以采用银铜焊料,其导电性能和机械强度优于磷铜焊料。
在焊接前,使用细砂布将被焊导线清理干净。为了保护线头附近的绝缘,应在线头附近包上浸水的石棉绳,以防止焊剂、焊料流入线圈缝内。
在使用炭精钳焊接时,炭精应采用电阻较大的硬质电刷,不可以使用铜石墨电刷。
在焊接时,将炭精钳夹在已搭接好的导线上,断续接通电源,温度控制在 600-700摄氏度之间。当导线出现暗红色时,将磷铜焊片置于焊缝内,待其熔化便断开电源,移去焊钳。
在焊接完成后,应使用电桥测量焊接处的直流电阻,测得值与安装时测量的原始电阻值相差不应超过正负2%。
三相异步电动机定子绕组接线方式
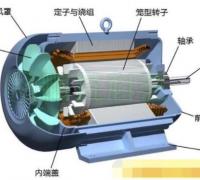
有关三相异步电动机定子绕组的接线方式,三相异步电动机的分解图 ,分为定子(静止部分)、转子(旋转部分),定子包括定子铁芯、定子练级与机座,转子同理。
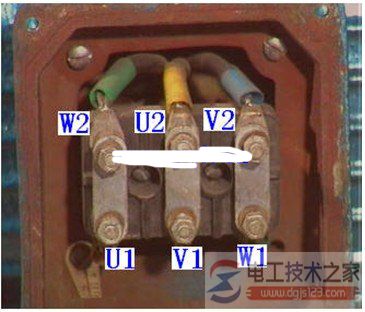
三相异步电动机定子绕组的首尾端判别方法
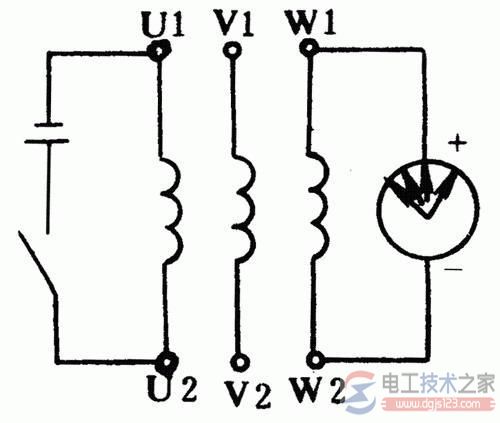
有关三相异步电动机定子绕组的首尾端判别方法,分别采用万用表检查方法,低压交流电源法,快速判断三相异步电动机定子绕组的首尾端,需要的朋友参考下。
相关文章电机定子绕组泄漏电流的检测方法
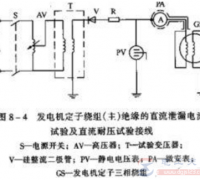
泄漏电流和直流耐压的试验接线和测量方法必须一致,所加的电压也一样。试验电压为电机额定电压的3倍,试验电压按每级0.5倍额定电压分阶段升高,每阶段停留1MIN,并记录泄漏电流;在规定的试验电压 下,泄漏电流需要符合以下规定。
时间:2022-07-21 05:46:44
电动机定子绕组槽内有接地点的故障处理方法
电动机定子绕组槽内有接地点的故障处理方法:针对这类故障问题,先判定电机绕组是否受潮,若受潮则对电机进行烘烤,结果无效,即可判断为有接地故障,下面具体来了解下。
时间:2021-12-12 06:02:12
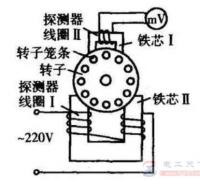
电机定子绕组匝间短路故障的判断方法

电机定子绕组匝间短路故障的判断方法:根据感应电压是否相同,可以判断出是否有匝间短路故障。针对电动机定子匝间的短路故障问题,在电机维修中一般通过更换电机绕组的方法来解决。
时间:2021-12-12 05:56:36
电机定子绕组的绕制要求,电机绕组的种类

有关电动机的知识,在电动机中定子绕组是很重要的组成部分,那么电机定子绕组的绕制要求有哪些,以及电机绕组的种类有哪些,下面具体来看下。
时间:2021-11-24 13:28:23
电机定子绕组的拆换和修复过程详解

有关电机的维修方法,电机定子绕组出现故障问题之后,应该如何进行拆换和修复,主要包括线圈绕制,下线、接线和检查,以及浸漆与烘干,定子绕组端部磨损的修理等步骤,下面来看下。
时间:2021-11-24 13:26:52
电动机鼠笼转子的故障处理办法
电动机鼠笼转子的故障处理办法,在鼠笼型异步电动机中,断条是最为常见的故障之一,绝大多数是铜条和端环的焊接处脱焊,可以将脱焊处清理干净,然后用银焊焊牢即可。
时间:2021-11-24 13:22:24
定子绕组重绕后怀疑接线有误怎么处理?
电动机定子绕组重绕嵌线后,若怀疑接线有误,切不可冒然通电试车。如果线圈的极、相、组接线有误,通电后可能烧毁绕组,尤其是大容量电动机,一旦接线出现差错,绕组更容易烧毁。
时间:2021-11-09 06:14:46
三相异步电动机的电路图解:定子电路与转子电路
三相异步电动机的电路知识,包括三相异步电动机的定子电路与转子电路,详细介绍了定子电路的旋转磁场的磁通、定子感应电势的频率,以及转子电路的感应电势频率、转子电流与功率因数等。
时间:2020-12-07 09:36:41
- 上一篇:怎么拆卸三相异步电动机?
- 下一篇:同步电动机不能启动怎么办?