松下plc如何接线与试机?
来源:电工天下时间:2019-12-06 09:52:57 作者:老电工手机版>>
有关松下plc接线与试机方法,包括主要电源与控制电源的接线方式,试机步骤包括JOG试机功能、内部速度控制方式与位置控制方式。
松下plc接线和试机步骤
上位机设定伺服电机旋转速度单位为(转/分),伺服电机设定为1000个脉冲转一圈.
PLC输出脉冲频率=(速度设定值/6)*100(HZ)。
上位机设定伺服电机行走长度单位为(0.1mm),伺服电机每转一圈的行走长度10mm,伺服电机转一圈需要的脉冲数为1000,故PLC发出一个脉冲的行走长度为0.01mm(一个丝)。
PLC输出脉冲数=长度设定值*10。
以上二点计算都是在伺服电机参数设定完的基础上得出的。
在计算PLC发出脉冲频率与脉冲前,必须先根据机械条件,综合考虑精度与速度要求设定好伺服电机的电子齿轮比!
方法:
机械安装结束,伺服电机转动一圈的行走长度已经固定(如上面所说的10mm),设计要求的行走精度为0.1mm(10个丝)。
为保证此精度,一般情况下是让一个脉冲的行走长度低于0.1mm,如设定一个脉冲的行走长度为如上所述的0.01mm,于是电机转一圈所需要脉冲数即为1000个脉冲。
此种设定当电机速度要求为1200转/分时,PLC应该发出的脉冲频率为20K。松下PLC的CPU本体可以发脉冲频率为100K,完全可以满足要求。
如果电机转动一圈为100mm,设定一个脉冲行走仍然是0.01mm,电机转一圈所需要脉冲数即为10000个脉冲,电机速度为1200转时所需要脉冲频率就是200K。
PLC的CPU本体就不够了。需要加大成本,如增加脉冲输出专用模块等方式。
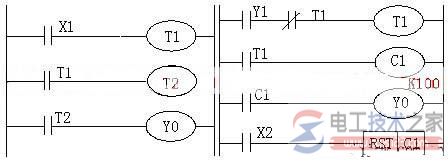
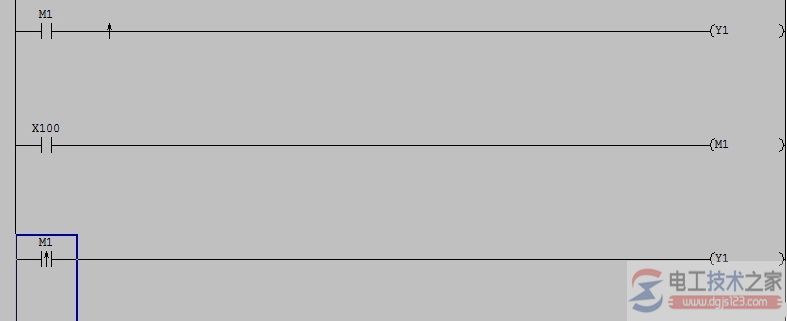
知道了频率与脉冲数的算法,只需应用PLC的相应脉冲指令发出脉冲即可,松下PLC的程序图:PLC输出脉冲频率=(速度设定值/6)*100(HZ) 1200r/min / 6 = 200 200 * 100 = 20000 = 20K
一、基本接线
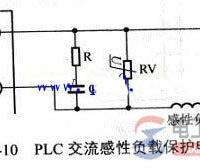
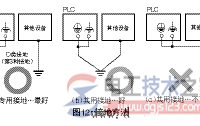
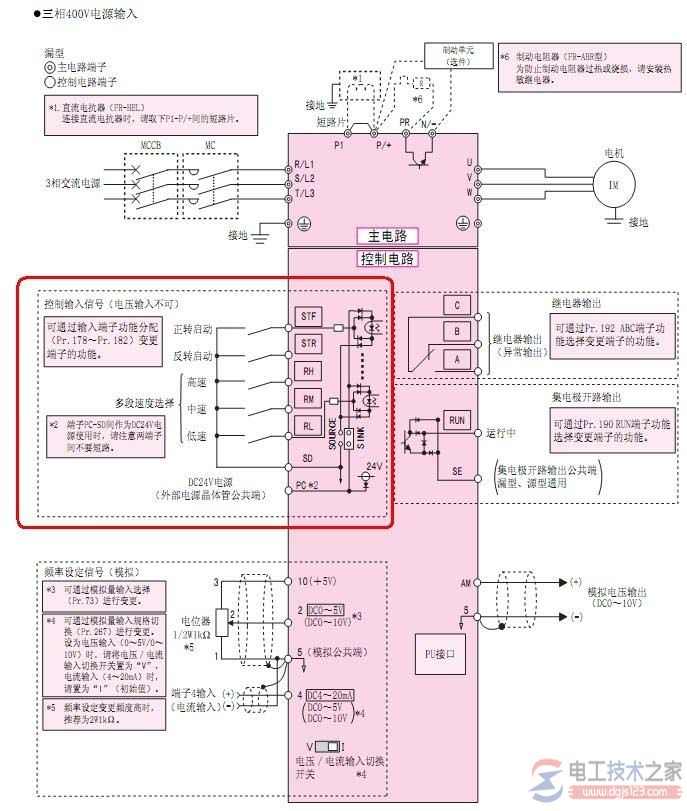
主电源输入采用~220V,从L1、L3接入(实际使用应参照操作手册);控制电源输入r、t也可直接接~220V;电机接线见操作手册第22、23页,编码器接线见操作手册第24~26页,切勿接错。
二、试机步骤
1、JOG试机功能
仅按基本接线就可试机;
在数码显示为初始状态‘r 0’下,按‘SET’键,然后连续按‘MODE’键直至数码显示为‘AF-AcL’,然后按上、下键至‘AF-JoG’;
按‘SET’键,显示‘JoG -’:按住‘^’键直至显示‘rEAdy’;
按住‘<’键直至显示‘SrV-on’;
按住‘^’键电机反时针旋转,按‘V’电机顺时针旋转,其转速可由参数Pr57设定。
按‘SET’键结束。
2、内部速度控制方式
COM+(7脚)接+12~24VDC,COM-(41脚)接该直流电源地;SRV-ON(29脚)接COM-;
参数No.53、No.05设置为1:(注此类参数修改后应写入EEPROM,并重新上电)
调节参数No.53,即可使电机转动。参数值即为转速,正值反时针旋转,负值顺时针旋转。
3、位置控制方式
COM+(7脚)接+12~24VDC,COM-(41脚)接该直流电源地;SRV-ON(29脚)接COM-;
PLUS1(3脚)、SIGN1(5脚)接脉冲源的电源正极(+5V);
PLUS2(4脚)接脉冲信号,SIGN(6脚)接方向信号;
参数No.02设置为0,No42设置为3,No43设置为1;
PLUS(4脚)送入脉冲信号,即可使电机转动;改变SIGN2即可改变电机转向。
另外,调整参数No.46、No.4B,可改变电机每转所需的脉冲数(即电子齿轮)。
相关文章plc单脉冲程序的功能说明
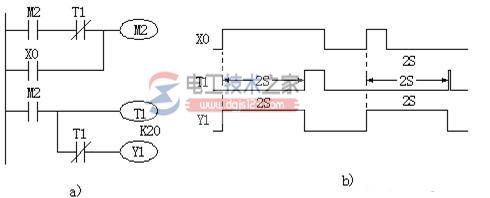
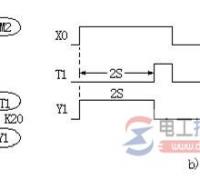
plc单脉冲程序,从给定信号(X0)的上升沿开始产生一个脉宽一定的脉冲信号(Y1),无论输入X0接通的时间长短怎样,输出Y1的脉宽都等于T1的定时时间2s(plc单脉冲程序)。
时间:2022-09-19 11:17:08
plc整数与双整数及实数的功能说明
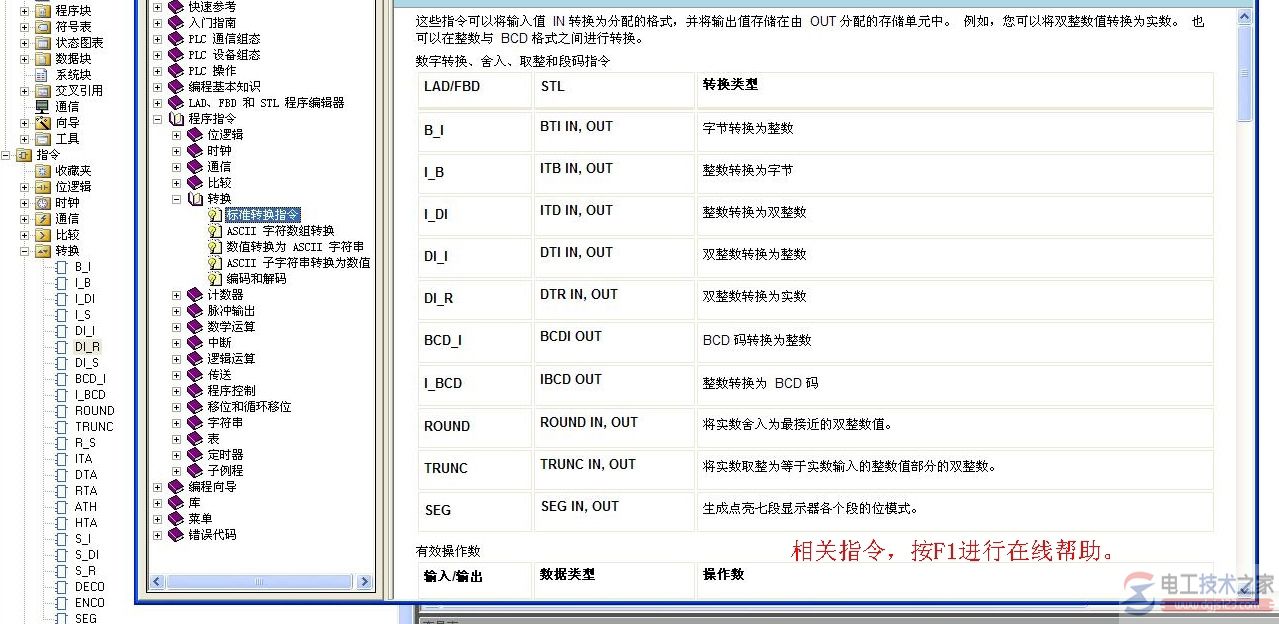
plc整数与双整数及实数的功能,16位整数(INT)是有符号数,32位整数(DINT)的最高位为符号位,32位浮点数(REAL)为称实数,通过PT100温度修正程序来了解其用法。
时间:2022-09-18 13:08:36
plc与变频器如何接线(附接线图)
有关plc与变频器的接线图,学习下plc连接变频器的接线方法,感兴趣的朋友参考下。
时间:2022-09-18 13:08:17
plc查表操作指令的功能说明

plc查表操作指令的功能说明,表功能指令包括填表、查表、先进先出和后进先出指令,表功能指令实现对数据(只能是字型数据)的存取操作,在查表指令的语句表中,运算符不采用编码形式,而是直接使用。
时间:2022-09-18 13:08:13
plc的核心概念,plc基础知识入门
plc的核心概念,什么是plc,PLC可编程序控制柜采用工业级芯片作为控制核心,PLC的产生和发展电气电路,PLC替代电气控制的发展过程,plc与plc控制系统的特点。
时间:2022-09-18 13:07:30
plc上升沿与下降沿的作用
plc中上升沿与下降沿的作用,信号的上升沿和下降沿是什么,上升沿与下降沿的作用原理,上升沿就是从0变成1中间的过程,下降沿就是从1变成0中间的过程,上升沿和下降沿的特别任务。
时间:2022-09-16 11:23:07
常见的几款PLC指令对比图
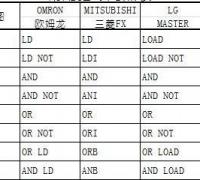
常见的PLC产品,主要包括欧姆龙PLC、三菱FX系列PLC、LG MASTER系列PLC、松下PLC和西门子PLC,以下是这几大PLC产品的指令说明及对比,供大家学习参考。
时间:2022-07-17 05:26:08
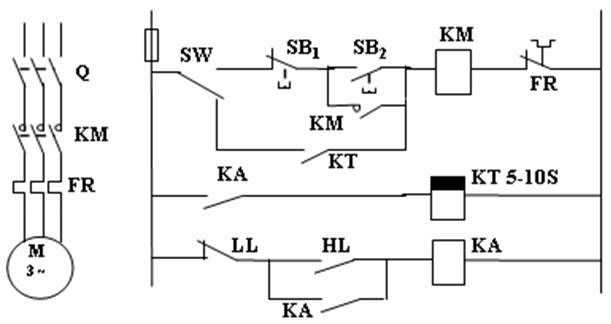
学习PLC需要先学习继电器控制吗?
在学习PLC基础知识之前,是否需要先学习继电器控制,能够问出这个问题的人,在学习下算是比较用的了,答案是肯定的,最好先学习下继电器控制方面的知识,下面具体来了解下。
时间:2022-07-17 05:26:08