【图】冲床plc顺序控制程序设计过程
来源:电工天下时间:2015-10-02 18:20:46 作者:老电工手机版>>
冲床plc顺序控制程序设计过程
一、实验目的
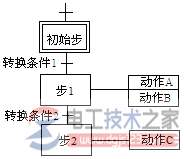
1、掌握顺序控制程序设计中功能表图的设计方法。
2、进一步掌握plc顺序控制程序的设计与调试方法。
二、实验内容
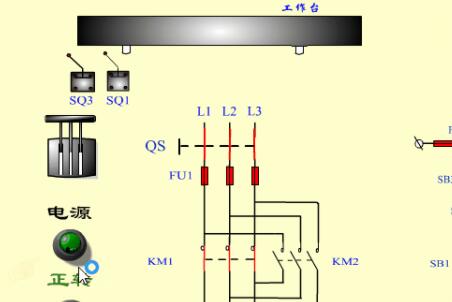
冲床控制系统运动示意图:
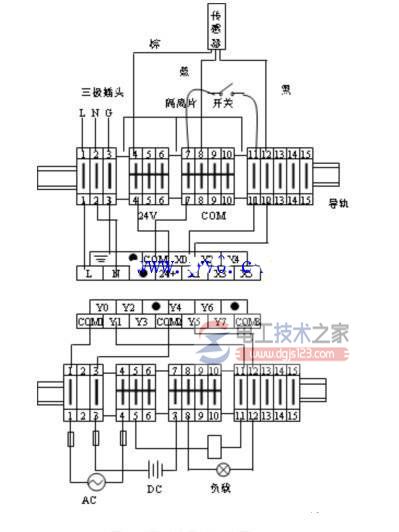
图 冲床控制系统示意图
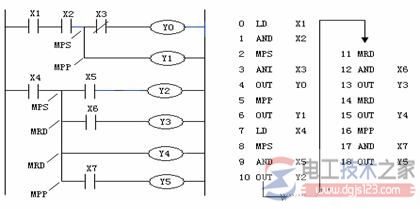
在初始状态时,机械手在最左边,X0接通;冲头在最上面,X3接通;机械手松开(Y0)断开。按下起动按钮X4,Y0接通,工件被夹紧并保持,1秒钟后,Y1接通,机械手右行并碰到行程开关X1,以后将顺序完成以下动作:冲头下行,冲头上行,机械手左行,机械手松开,系统最后返回初始状态。各限位开关提供的信号是相应步之间的转换条件。
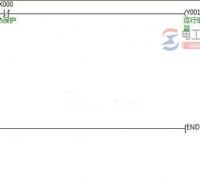
在预习时画出控制系统的功能表图,编制出相应的顺序控制梯形图。
调试时根据功能表图,用实验箱上的按钮或开关模拟各限位开关以提供转换条件,注意各开关接通后应马上断开。
观察步的活动状态的进展是否符合功能表图的规定,某一步是活动步时该步应接通的负载是否接通,相应的转换条件满足时是否能转换到后续步。
从初始步开始,直到完成一次工作循环,返回初始状态为止。
三、预习要求
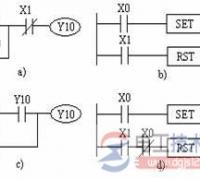
1、复习教材中有关功能表图和顺序控制程序的编程方式部分。
2、仔细阅读本实验指导书。
3、根据冲床的工作过程和控制要求画出系统的功能表图,设计出相应的梯形图。
四、实验报告要求
1、写出程序调试过程中出现的故障现象、原因、排除方法及调试结果。
2、整理出调试后满足要求的功能表图和带注释的梯形图。
3、总结顺序控制程序的设计和调试方法。
相关文章学习PLC需要先学习继电器控制吗?
在学习PLC基础知识之前,是否需要先学习继电器控制,能够问出这个问题的人,在学习下算是比较用的了,答案是肯定的,最好先学习下继电器控制方面的知识,下面具体来了解下。
时间:2022-07-17 05:26:08
将继电器控制电路转换为plc梯形图的方法
继电器控制电路转换为plc梯形图的方法,需要用plc的外部接线图和梯形图来等效继电器电路图,根据继电器电路图设计梯形图,将继电器电路图转换为具有相同功能的plc外部硬件接线图和梯形图。
时间:2022-07-11 08:50:25
plc梯形图实现路灯延时触模开关控制

分享一个路灯延时触模开关控制的plc梯形图程序,plc梯形图实现路灯的延时开关,这在很多路灯控制场合经常会用到,配有实例图,供大家学习参考。
时间:2022-07-10 07:15:52
电工必备电气原理图14:PLC正反转控制原理
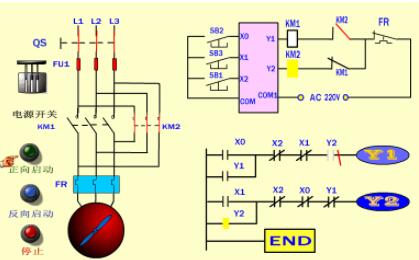
以下是PLC正反转控制的工作原理图,通过PLC编程实现电动机的正向启动、反向启动和停止,以下是简单而实用的电气原理图,有需要的朋友参考下。
时间:2022-03-28 09:17:14
电工必备电气原理图1:自动往返控制工作原理图
电工必备电气原理图1:自动往返控制工作原理图,完整动画演示,从原理上了解自动往返控制的工作过程,有需要的朋友参考下。
时间:2022-03-11 15:35:32
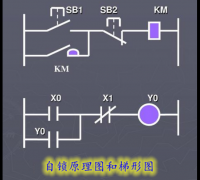
plc自锁控制梯形图与指令表程序的二种方式
plc自锁控制梯形图与指令表程序的二种方式,包括启动按钮、停止按钮、热保护、运行继电器等,学习下plc自锁控制梯形图与指令表程序的编写方法。
时间:2021-11-22 09:20:06
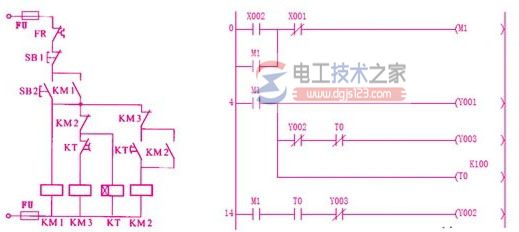
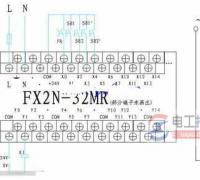
plc自锁控制原理图(FX2N-32MR)
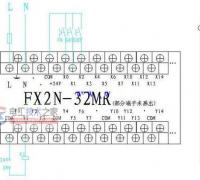
有关plc自锁控制的原理图,型号为FX2N-32MR,分享给大家,做个参考。
时间:2021-11-22 09:20:05
两地控制的plc电气原理图
分享一个两地控制的plc电气原理图,学习下利用plc电气原理实现两地控制的操作方法,感兴趣的朋友参考下。
时间:2021-11-22 09:19:45