电阻焊焊接工艺过程与焊接分类
来源:电工天下时间:2021-06-12 13:47:28 作者:老电工手机版>>
有关电阻焊焊接工艺过程与焊接分类,点焊是将焊件装配成搭接接头,缝焊是将焊件装配成搭接或对接接头,缝焊用于焊接焊缝较为规则、要求密封的结构,对焊是使焊件沿整个接触面焊合的电阻焊方法。
电阻焊焊接工艺
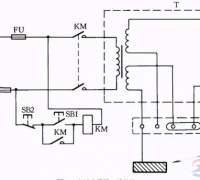
电阻焊(resistance welding)是在焊件组合后通过电极施加压力,利用电流通过接头的接触面及邻近区域产生的电阻热进行焊接的工艺方法。电阻焊的种类很多,常用的有点焊、缝焊和对焊三种。
一、点焊
点焊是将焊件装配成搭接接头,并压紧在两电极之间,利用电阻热熔化母材金属,形成焊点的电阻焊方法。点焊主要用于薄板焊接。 点焊的工艺过程:
1、预压,保证工件接触良好。
2、通电,使焊接处形成熔核及塑性环。
3、断点锻压,使熔核在压力继续作用下冷却结晶,形成组织致密、无缩孔、裂纹的焊点。
二、缝焊
缝焊是将焊件装配成搭接或对接接头,并置于两滚轮电极之间,滚轮加压焊件并转动,连续或断续送电,形成一条连续焊缝的电阻焊方法。 缝焊主要用于焊接焊缝较为规则、要求密封的结构,板厚一般在3mm以下。
三、对焊
对焊是使焊件沿整个接触面焊合的电阻焊方法。
1、电阻对焊
电阻对焊是将焊件装配成对接接头,使其端面紧密接触,利用电阻热加热至塑性状态,然后断电并迅速施加顶锻力完成焊接的方法,电阻对焊主要用于截面简单、直径或边长小于20mm和强度要求不太高的焊件。
2、闪光对焊
闪光对焊是将焊件装配成对接接头,接通电源,使其端面逐渐移近达到局部接触,利用电阻热加热这些接触点,在大电流作用下,产生闪光,使端面金属熔化,直至端部在一定深度范围内达到预定温度时,断电并迅速施加顶锻力完成焊接的方法。闪光焊的接头质量比电阻焊好,焊缝力学性能与母材相当,而且焊前不需要清理接头的预焊表面。闪光对焊常用于重要焊件的焊接。可焊同种金属,也可焊异种金属;可焊0.01mm的金属丝,也可焊20000mm的金属棒和型材。
电阻焊接的品质的4个决定因素:1.电流,2.通电时间,3.加压力,4.电阻顶端直径。
相关文章电工焊接时防烟尘污染的措施

在电焊工的日常工作中,可能经常身处烟雾缭绕的厂房,在封闭容器中的狭小空间里的焊接,伸手不见五指,焊接产生的烟尘很大,以下是电工焊接时防烟尘污染的相关措施,供大家参考。
时间:2022-09-18 21:07:48
电弧焊的焊接规定有哪些

有关电工焊接的小知识,电弧焊的焊接规定有哪些,焊钳应与手把线连接牢固,电焊机应设有可防雨、防潮、防晒的机棚,焊接铜、铝、锌、锡、铅等有色金属时,必须在通风良好的地方进行,下面具体来看下。
时间:2022-09-18 21:03:54
手工焊接技术中焊接工具与焊接方法要点
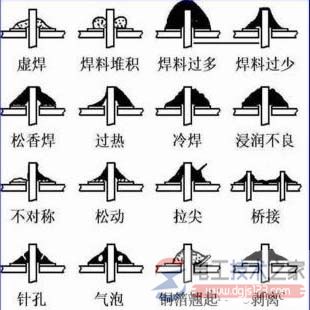
手工焊接技术中焊接工具与焊接方法,电烙铁是钎焊的主要焊接工具之一,常用焊料为焊锡,一般为一种锡铅合金,焊锡量要适中,即将焊点零件脚全部浸没,其轮廓又隐约可见,焊接缺陷的避免。
时间:2022-08-14 21:15:54
铜导线焊接及导线包扎方法

有关导线的焊接与包扎方法,在对铜导线进行焊接时,一般采用喷灯加热(或用电炉加热)法,导线包扎时先用橡胶(或粘塑料)绝缘带从导线接头处始端的完好绝缘层开始,并做好线路检查及绝缘摇测。
时间:2022-08-05 11:58:09
电焊机使用方法,电焊机焊接后的注意事项

怎么正确使用电焊机,电焊机作业前,电焊机通电后,以及电焊机作业时,都必须严格按照规程进行操作,那么电焊机焊接后的注意事项有哪些,下面与电工天下小编一起来看下。
时间:2022-08-04 11:33:10
容器内焊接作业的注意事项有哪些

电工在进行焊接操作时,必须做好各种安全保护措施,尤其在容器内进行焊接工作时,有些注意事项必须重点关注,包括容器内部情况的确认,容器内焊接时的安全要求等,下面具体来看下。
时间:2022-08-01 20:22:52
焊接作业时火灾及爆炸的预防措施

有关焊接作业的安全知识,电焊工在进行焊接操作时,怎么预防火灾及爆炸事故的发生,需要做好哪些保护措施,在焊接操作时的注意事项有哪些,下面与电工天下小编一起来看下。
时间:2022-08-01 20:18:26
电工现场焊接操作怎么预防事故发生

有关电工焊接操作的小知识,电工现场焊接操作怎么预防事故发生,必须做好预防触电的保护措施,预防有害气体和烟尘中、预防弧光等,当触电事故发生时电流对人体的伤害比较大,所以焊接时必须加强安全防护。
时间:2022-08-01 20:11:11
- 上一篇:电焊机二次电压的产生原因与伤人事故分析
- 下一篇:电焊作业预防触电事故发生的措施