高质量焊锡的条件与焊接技巧
来源:电工天下时间:2021-03-04 20:41:40 作者:老电工手机版>>
有关高质量焊锡的条件与焊接技巧,手工焊接的工具包括电烙铁与铬铁架等,注意掌握锡焊的条件, 被焊件必须具备可焊性,助焊剂的选用,以及手工焊接的注意事项等。
高质量焊锡条件与焊接技巧
1、手工焊接的工具
(1)电烙铁;(2)铬铁架。
2、锡焊的条件
为了提高焊接质量,必须注意掌握锡焊的条件。
1、被焊件必须具备可焊性。
2、被焊金属表面应保持清洁。
3、使用合适的助焊剂。
4、具有适当的焊接温度。
5、具有合适的焊接时间。
焊料与助焊剂
1、焊接材料
凡是用来熔合两种或两种以上的金属面,使之成为一个整体的金属或合金都叫焊料。
此处的焊料只针对锡焊所用焊料。
常用锡焊材料:
1、管状焊锡丝
2、抗氧化焊锡
3、含银的焊锡
4、焊膏
2、助焊剂的选用
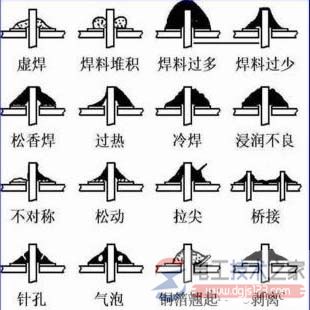
在焊接过程中,由于金属在加热的情况下会产生一薄层氧化膜,这将阻碍焊锡的浸润,影响焊接点合金的形成,容易出现虚焊、假焊现象。
使用助焊剂可改善焊接性能。助焊剂有松香、松香溶液、焊膏焊油等,可根据不同的焊接对象合理选用。
焊膏焊油等具有一定的腐蚀性,不可用于焊接电子元器件和电路板,焊接完毕应将焊接处残留的焊膏焊油等擦拭干净。
元器件引脚镀锡时应选用松香作助焊剂。印制电路板上已涂有松香溶液的,元器件焊入时不必再用助焊剂。
手工焊接的注意事项
手工锡焊接技术是一项基本功,就是在大规模生产的情况下,维护和维修也必须使用手工焊接。因此,必须通过学习和实践操作练习才能熟练掌握。注意事项如下:
1、手握铬铁的姿势
掌握正确的操作姿势,可以保证操作者的身心健康,减轻劳动伤害。为减少焊剂加热时挥发出的化学物质对人的危害,减少有害气体的吸入量,一般情况下,烙铁到鼻子的距离应该不少于 20cm ,通常以 30cm 为宜。
电烙铁有三种握法。
握电烙铁的手法示意
反握法的动作稳定,长时间操作不易疲劳,适于大功率烙铁的操作;正握法适于中功率烙铁或带弯头电烙铁的操作;一般在操作台上焊接印制板等焊件时,多采用握笔法。
2、焊锡丝一般有两种拿法,如图3。
由于焊锡丝中含有一定比例的铅,而铅是对人体有害的一种重金属,因此操作时应该戴手套或在操作后洗手,避免食入铅尘。
焊锡丝的拿法
3、电烙铁使用以后,一定要稳妥地插放在烙铁架上,并注意导线等其他杂物不要碰到烙铁头,以免烫伤导线,造成漏电等事故。
手工焊接操作的基本步骤
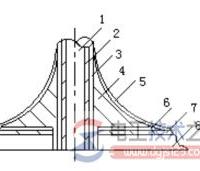
掌握好电烙铁的温度和焊接时间,选择恰当的烙铁头和焊点的接触位置,才可能得到良好的焊点。正确的手工焊接操作过程可以分成五个步骤,如图所示。
1、基本操作步骤
⑴ 步骤一:准备施焊
左手拿焊丝,右手握烙铁,进入备焊状态。要求烙铁头保持干净,无焊渣等氧化物,并在表面镀有一层焊锡。
⑵ 步骤二:加热焊件
烙铁头靠在两焊件的连接处,加热整个焊件全体,时间大约为 1 ~ 2 秒钟。对于在印制板上焊接元器件来说,要注意使烙铁头同时接触两个被焊接物。例如,图 (b) 中的导线与接线柱、元器件引线与焊盘要同时均匀受热。
⑶ 步骤三:送入焊丝
焊件的焊接面被加热到一定温度时,焊锡丝从烙铁对面接触焊件。注意:不要把焊锡丝送到烙铁头上!
⑷ 步骤四:移开焊丝
当焊丝熔化一定量后,立即向左上 45° 方向移开焊丝。
⑸ 步骤五:移开烙铁
焊锡浸润焊盘和焊件的施焊部位以后,向右上 45° 方向移开烙铁,结束焊接。从第三步开始到第五步结束,时间大约也是 1 至 2s 。
2、锡焊三步操作法
对于热容量小的焊件,例如印制板上较细导线的连接,可以简化为三步操作。
1、准备:同以上步骤一;
2、加热与送丝:烙铁头放在焊件上后即放入焊丝。
3、去丝移烙铁:焊锡在焊接面上浸润扩散达到预期范围后,立即拿开焊丝并移开烙铁,并注意移去焊丝的时间不得滞后于移开烙铁的时间。
对于吸收低热量的焊件而言,上述整个过程的时间不过 2 至 4s ,各步骤的节奏控制,顺序的准确掌握,动作的熟练协调,都是要通过大量实践并用心体会才能解决的问题。
五步骤操作法中用数秒的办法控制时间:烙铁接触焊点后数一、二(约 2s),送入焊丝后数三、四,移开烙铁,焊丝熔化量要靠观察决定。此办法可以参考,但由于烙铁功率、焊点热容量的差别等因素,实际掌握焊接火候并无定章可循,必须具体条件具体对待。试想,对于一个热容量较大的焊点,若使用功率较小的烙铁焊接时,在上述时间内,可能加热温度还不能使焊锡熔化,焊接就无从谈起。
相关文章电工焊接时防烟尘污染的措施

在电焊工的日常工作中,可能经常身处烟雾缭绕的厂房,在封闭容器中的狭小空间里的焊接,伸手不见五指,焊接产生的烟尘很大,以下是电工焊接时防烟尘污染的相关措施,供大家参考。
时间:2022-09-18 21:07:48
电弧焊的焊接规定有哪些

有关电工焊接的小知识,电弧焊的焊接规定有哪些,焊钳应与手把线连接牢固,电焊机应设有可防雨、防潮、防晒的机棚,焊接铜、铝、锌、锡、铅等有色金属时,必须在通风良好的地方进行,下面具体来看下。
时间:2022-09-18 21:03:54
手工焊接技术中焊接工具与焊接方法要点
手工焊接技术中焊接工具与焊接方法,电烙铁是钎焊的主要焊接工具之一,常用焊料为焊锡,一般为一种锡铅合金,焊锡量要适中,即将焊点零件脚全部浸没,其轮廓又隐约可见,焊接缺陷的避免。
时间:2022-08-14 21:15:54
铜导线焊接及导线包扎方法

有关导线的焊接与包扎方法,在对铜导线进行焊接时,一般采用喷灯加热(或用电炉加热)法,导线包扎时先用橡胶(或粘塑料)绝缘带从导线接头处始端的完好绝缘层开始,并做好线路检查及绝缘摇测。
时间:2022-08-05 11:58:09
电焊机使用方法,电焊机焊接后的注意事项

怎么正确使用电焊机,电焊机作业前,电焊机通电后,以及电焊机作业时,都必须严格按照规程进行操作,那么电焊机焊接后的注意事项有哪些,下面与电工天下小编一起来看下。
时间:2022-08-04 11:33:10
容器内焊接作业的注意事项有哪些

电工在进行焊接操作时,必须做好各种安全保护措施,尤其在容器内进行焊接工作时,有些注意事项必须重点关注,包括容器内部情况的确认,容器内焊接时的安全要求等,下面具体来看下。
时间:2022-08-01 20:22:52
焊接作业时火灾及爆炸的预防措施

有关焊接作业的安全知识,电焊工在进行焊接操作时,怎么预防火灾及爆炸事故的发生,需要做好哪些保护措施,在焊接操作时的注意事项有哪些,下面与电工天下小编一起来看下。
时间:2022-08-01 20:18:26
电工现场焊接操作怎么预防事故发生

有关电工焊接操作的小知识,电工现场焊接操作怎么预防事故发生,必须做好预防触电的保护措施,预防有害气体和烟尘中、预防弧光等,当触电事故发生时电流对人体的伤害比较大,所以焊接时必须加强安全防护。
时间:2022-08-01 20:11:11