热电偶焊接方法的实例教程
来源:电工天下时间:2019-08-14 16:37:26 作者:老电工手机版>>
热电偶焊接方法的实例教程
现在的贵金属热电偶真的很贵,坏了就换是很浪费的,因此,把我采用的热电偶焊接方法写出来,对焊接量不是太大的网友看有没有帮助?
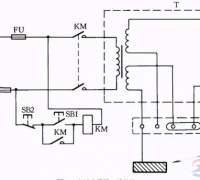
准备工作:自耦式单相调压变压器一台,万用表,2.5平方毫米的塑料铜芯电线一截,鳄鱼夹,墨镜,硼砂少许,废旧的一号干电池一节。
把一号电池的碳棒拆出来,把一头磨尖,用塑料铜芯线在碳棒上绕两圈后用钢丝钳拧紧,然后接至调压器低压输出端,调压器另一端接待焊的热电偶,通电前认好调压器的火(L)、零(N)线,操作时要坐在一木椅子上,并双脚离地以保证安全。
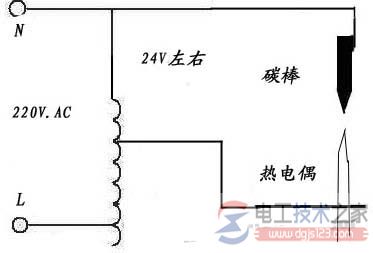
用碳棒尖头和双绞的热电偶相触,利用尖端放电的电弧把双绞的热电偶两极焊接,焊时带墨镜保护眼睛。
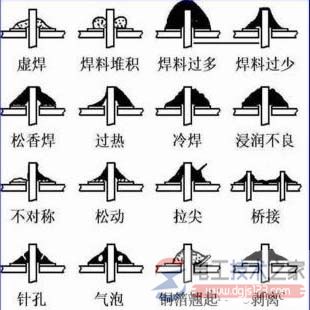
焊接过程也就三、五秒钟,焊完后观察下焊点是否牢固,是否圆滑、有无夹渣,认为满意时用自来水清洗一下焊点。
才开始焊可能掌握不好,会出现焊点不圆滑,或烧断热偶电极的情况,如果焊点不圆滑有夹渣说明电压低了,如果易烧断热偶电极说明电压太高了,可改变下电压再试试。
初次学焊要多操作几次,如果有废偶丝就多试焊,才能掌握技巧,多实践几次就会焊得很好了。
焊接的电流要合适,热电偶丝材质、直径不同,熔点也不相同,体现在调压器上就是输出电压不同。
参数数据:
∮0.3mm 18--20v
∮0.5mm 19--22v
∮0.7mm 22--26v
∮1.0mm 30--35v
电压上限适用于铂铑-铂热电偶,电压下限适用于镍铬-镍硅(铝)热电偶。
热电偶双绞时不要绞的太多,绞两绞就行了,焊接时碳棒尖头对热电偶成垂直状态,焊前在热电偶端放点硼砂,这样焊点易成形并圆滑。焊时碳棒和偶丝尽可能的少接触以避免渗碳。
焊接好的热电偶要经过校验,合格的才能使用。
采用此方法,曾焊过烧断的铂铑-铂热电偶,和制作合成塔的多点镍铬-镍硅热电偶,校验后都合格,能正常使用。
对于烧断的铂铑-铂热电偶建议倒过来,即焊接原来的冷端。
相关文章电工焊接时防烟尘污染的措施

在电焊工的日常工作中,可能经常身处烟雾缭绕的厂房,在封闭容器中的狭小空间里的焊接,伸手不见五指,焊接产生的烟尘很大,以下是电工焊接时防烟尘污染的相关措施,供大家参考。
时间:2022-09-18 21:07:48
电弧焊的焊接规定有哪些

有关电工焊接的小知识,电弧焊的焊接规定有哪些,焊钳应与手把线连接牢固,电焊机应设有可防雨、防潮、防晒的机棚,焊接铜、铝、锌、锡、铅等有色金属时,必须在通风良好的地方进行,下面具体来看下。
时间:2022-09-18 21:03:54
手工焊接技术中焊接工具与焊接方法要点
手工焊接技术中焊接工具与焊接方法,电烙铁是钎焊的主要焊接工具之一,常用焊料为焊锡,一般为一种锡铅合金,焊锡量要适中,即将焊点零件脚全部浸没,其轮廓又隐约可见,焊接缺陷的避免。
时间:2022-08-14 21:15:54
铜导线焊接及导线包扎方法

有关导线的焊接与包扎方法,在对铜导线进行焊接时,一般采用喷灯加热(或用电炉加热)法,导线包扎时先用橡胶(或粘塑料)绝缘带从导线接头处始端的完好绝缘层开始,并做好线路检查及绝缘摇测。
时间:2022-08-05 11:58:09
电焊机使用方法,电焊机焊接后的注意事项

怎么正确使用电焊机,电焊机作业前,电焊机通电后,以及电焊机作业时,都必须严格按照规程进行操作,那么电焊机焊接后的注意事项有哪些,下面与电工天下小编一起来看下。
时间:2022-08-04 11:33:10
容器内焊接作业的注意事项有哪些

电工在进行焊接操作时,必须做好各种安全保护措施,尤其在容器内进行焊接工作时,有些注意事项必须重点关注,包括容器内部情况的确认,容器内焊接时的安全要求等,下面具体来看下。
时间:2022-08-01 20:22:52
焊接作业时火灾及爆炸的预防措施

有关焊接作业的安全知识,电焊工在进行焊接操作时,怎么预防火灾及爆炸事故的发生,需要做好哪些保护措施,在焊接操作时的注意事项有哪些,下面与电工天下小编一起来看下。
时间:2022-08-01 20:18:26
电工现场焊接操作怎么预防事故发生

有关电工焊接操作的小知识,电工现场焊接操作怎么预防事故发生,必须做好预防触电的保护措施,预防有害气体和烟尘中、预防弧光等,当触电事故发生时电流对人体的伤害比较大,所以焊接时必须加强安全防护。
时间:2022-08-01 20:11:11
- 上一篇:电子元件焊接技术与焊接方法的图文教程
- 下一篇:电子元器件的焊接工艺要点