手工焊接电路板的步骤_焊接时间及温度设置
来源:电工天下时间:2021-09-28 09:10:07 作者:老电工手机版>>
有关手工焊接电路板的步骤,焊接时间及温度设置,烙铁焊接的操作步骤可分为五步,称为五步工程法,要获得良好的焊接质量必须严格操作,手工焊接电路板的焊接要领,焊接过程中的注意事项。
手工焊接电路板的步骤
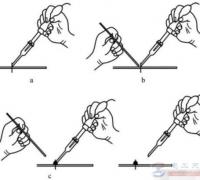
烙铁焊接的操作步骤可分为五步,称为五步工程法,要获得良好的焊接质量必须严格操作。

准备施焊 :准备好焊锡丝和烙铁。此时特别强调的施烙铁头部要保持干净,即可以沾上焊锡(俗称吃锡)。
加热焊件 :将烙铁接触焊接点,注意首先要保持烙铁加热焊件各部分,例如印制板上引线和焊盘都使之受热,其次要注意让烙铁头的扁平部分(较大部分)接触热容量较大的焊件,烙铁头的侧面或边缘部分接触热容量较小的焊件,以保持焊件均匀受热。
熔化焊料 :当焊件加热到能熔化焊料的温度后将焊丝置于焊点,焊料开始熔化并润湿焊点。
移开焊锡 :当熔化一定量的焊锡后将焊锡丝移开。
移开烙铁 :当焊锡完全润湿焊点后移开烙铁,注意移开烙铁的方向应该是大致45°的方向。
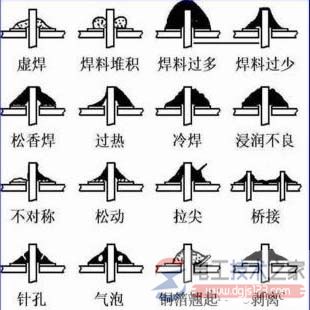
按上述步骤进行焊接是获得良好焊点的关键之一。在实际生产中,最容易出现的一种违反操作步骤的做法就是烙铁头不是先与被焊件接触,而是先与焊锡丝接触,熔化的焊锡滴落在尚末预热的被焊部位,这样很容易产生焊点虚焊,所以烙铁头必须与被焊件接触,对被焊件进行预热是防止产生虚焊的重要手段。
一、焊接要领
烙铁头与两被焊件的接触方式。
接触位置:烙铁头应同时接触要相互连接的2个被焊件(如焊脚与焊盘),烙铁一般倾斜45度,应避免只与其中一个被焊件接触。当两个被焊件热容量悬殊时,应适当调整烙铁倾斜角度,烙铁与焊接面的倾斜角越小,使热容量较大的被焊件与烙铁的接触面积增大,热传导能力加强。如LCD拉焊时倾斜角在30度左右,焊麦克风、马达、喇叭等倾斜角可在40度左右。两个被焊件能在相同的时间里达到相同的温度,被视为加热理想状态。
接触压力:烙铁头与被焊件接触时应略施压力,热传导强弱与施加压力大小成正比,但以对被焊件表面不造成损伤为原则。
二、焊丝的供给方法
焊丝的供给应掌握3个要领,既供给时间,位置和数量。
供给时间:原则上是被焊件升温达到焊料的熔化温度是立即送上焊锡丝。
供给位置:应是在烙铁与被焊件之间并尽量靠近焊盘。
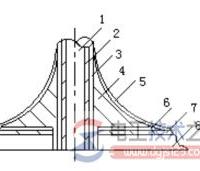
供给数量:应看被焊件与焊盘的大小,焊锡盖住焊盘后焊锡高于焊盘直径的1/3既可。
三、焊接时间及温度设置
温度由实际使用决定,以焊接一个锡点4秒最为合适,最大不超过8秒,平时观察烙铁头,当其发紫时候,温度设置过高。
一般直插电子料,将烙铁头的实际温度设置为(350~370度);表面贴装物料(SMC)物料,将烙铁头的实际温度设置为(330~350度)
特殊物料,需要特别设置烙铁温度。FPC,LCD连接器等要用含银锡线,温度一般在290度到310度之间。
焊接大的元件脚,温度不要超过380度,但可以增大烙铁功率。
四、焊接注意事项
焊接前应观察各个焊点(铜皮)是否光洁、氧化等,在焊接物品时,要看准焊接点,以免线路焊接不良引起的短路。在焊接集成电路时,我们应该注意一些事项。在焊接集成电路时,如果集成电路的引脚是镀金的,则不要用刀刮,采用干净的橡皮擦干净就可以了。
而对于CMOS集成电路,如果率先已将各引脚短路,焊前不要拿掉短路线。宜使用低熔点焊剂,温度一般不要高于150摄氏度。
工作台上如果铺有橡皮、塑料等易于积累静电的材料,集成电路及印刷板等不宜放在台面上。
由于集成电路属于热敏感的器件,因此要严格控制其焊接温度和焊接的时间,都在就很容易损坏集成的电路。而在印刷电路板焊接时也应该注意这么个事项。
一般应该选用内热式20-35W或调温式电烙铁、烙铁头形状应该根据印刷电路板焊盘的大小采用圆锥形,加热时烙铁头温度调节到不超过300摄氏度。
在加热时应该尽量避免让烙铁头长时间停留在一个地方,以免导致局部过热、损坏铜箔或元器件。
在焊接时不要使用烙铁头摩擦焊盘的方法来增加焊料的湿润性能,而是采用表面清理和预镀锡的方法处理。
在焊接金属化孔时,应该使焊锡湿润和填充满整个孔,不要只焊接到表面的焊盘。
相关文章电工焊接时防烟尘污染的措施

在电焊工的日常工作中,可能经常身处烟雾缭绕的厂房,在封闭容器中的狭小空间里的焊接,伸手不见五指,焊接产生的烟尘很大,以下是电工焊接时防烟尘污染的相关措施,供大家参考。
时间:2022-09-18 21:07:48
电弧焊的焊接规定有哪些

有关电工焊接的小知识,电弧焊的焊接规定有哪些,焊钳应与手把线连接牢固,电焊机应设有可防雨、防潮、防晒的机棚,焊接铜、铝、锌、锡、铅等有色金属时,必须在通风良好的地方进行,下面具体来看下。
时间:2022-09-18 21:03:54
手工焊接技术中焊接工具与焊接方法要点
手工焊接技术中焊接工具与焊接方法,电烙铁是钎焊的主要焊接工具之一,常用焊料为焊锡,一般为一种锡铅合金,焊锡量要适中,即将焊点零件脚全部浸没,其轮廓又隐约可见,焊接缺陷的避免。
时间:2022-08-14 21:15:54
铜导线焊接及导线包扎方法

有关导线的焊接与包扎方法,在对铜导线进行焊接时,一般采用喷灯加热(或用电炉加热)法,导线包扎时先用橡胶(或粘塑料)绝缘带从导线接头处始端的完好绝缘层开始,并做好线路检查及绝缘摇测。
时间:2022-08-05 11:58:09
电焊机使用方法,电焊机焊接后的注意事项

怎么正确使用电焊机,电焊机作业前,电焊机通电后,以及电焊机作业时,都必须严格按照规程进行操作,那么电焊机焊接后的注意事项有哪些,下面与电工天下小编一起来看下。
时间:2022-08-04 11:33:10
手工焊是什么,怎么操作手工焊机
手工焊,又称焊条手弧焊、手工电弧焊,在焊接过程中用电弧产生的热量来融化焊条,手弧焊操作简单,对空间、位置、接头的要求低,以下介绍了焊条直径和焊接电流的选择要求,下面具体来看下。
时间:2022-08-02 11:13:07
容器内焊接作业的注意事项有哪些

电工在进行焊接操作时,必须做好各种安全保护措施,尤其在容器内进行焊接工作时,有些注意事项必须重点关注,包括容器内部情况的确认,容器内焊接时的安全要求等,下面具体来看下。
时间:2022-08-01 20:22:52
焊接作业时火灾及爆炸的预防措施

有关焊接作业的安全知识,电焊工在进行焊接操作时,怎么预防火灾及爆炸事故的发生,需要做好哪些保护措施,在焊接操作时的注意事项有哪些,下面与电工天下小编一起来看下。
时间:2022-08-01 20:18:26
- 上一篇:电路板焊接方法_电路板焊接操作规程
- 下一篇:焊料与助焊剂的选用_焊点形状的控制方法