游标卡尺的测量精度为多少
来源:电工天下时间:2022-02-25 06:12:52 作者:老电工手机版>>
游标卡尺子测量精度
测量或检验零件尺寸时,按照零件尺寸的精度要求,选用相适应的量具。游标卡尺是一种中等精度的量具,一般只能用于中等精度尺寸的测量和检验。
用游标卡尺去测量锻铸件毛坯或精度要求很高的尺寸,都是使用了错误的测量工具,不可能得到正确的测量结果。前者容易损坏量具,后者测量精度达不到要求,量具都有一定的示值误差,游标卡尺的示值误差见表2-2。
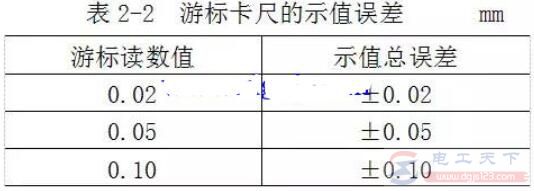
游标卡尺的示值误差,就是游标卡尺本身的制造精度,不管使用方法多么正确,卡尺本身都可能产生这些误差。
例如,用游标读数值为0.02mm的0~125mm的游标卡尺(示值误差为±0.02mm),测量50mm的轴时,如果游标卡尺上的读数为50.00mm,则实际直径可能是50.02mm或49.98mm。这不是游标尺的使用方法存在问题,而是其本身制造精度所允许产生的误差。
因此,如果该轴的直径尺寸是IT5级精度的基准轴,则轴的制造公差为0.025mm,而游标卡尺本身就有着±0.02mm的示值误差,选用这样的量具去测量,显然是无法保证轴径的精度要求的。
如果受条件限制(如受测量位置限制),其它精密量具用不上,必须用游标卡尺测量较精密的零件尺寸时,又该怎么办?
在这种情况下,可以用游标卡尺先测量与被测尺寸相当的块规,消除游标卡尺的示值误差(称为用块规校对游标卡尺)。
例如,在测量上述 50mm的轴时,先测量50mm的块规,查看游标卡尺上的读数是不是正好为50mm。如果不是正好50mm,那么比50mm大的或小的数值,就是游标卡尺的实际示值误差,在测量零件时,需要把此误差作为修正值考虑进去。
例如,在测量50mm块规时,游标卡尺上的读数为49.98mm,即游标卡尺的读数比实际尺寸小0.02mm,那么在测量轴时,需要在游标卡尺的读数上加上0.02mm,才是轴的实际直径尺寸。如果测量50mm块规时的读数是50.01mm,那么在测量轴时,需要在读数上减去0.01mm,才是轴的实际直径尺寸。
另外,游标卡尺测量时的松紧程度(即测量压力的大小)和读数误差(即看准是那一根刻线对准),会对测量精度产生较大的影响。
所以,当必须用游标卡尺测量精度要求较高的尺寸时,一般建议采用和测量相等尺寸的块规相比较的办法。
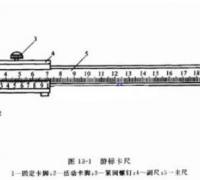
相关文章游标卡尺结构组成图解
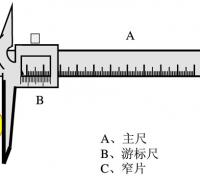
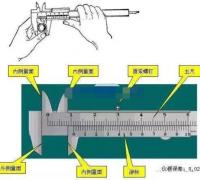
游标卡尺,简称卡尺,是一种比较精确的测量长度的量具,其准确度可以达到0.1~0.01mm。游标卡尺主要由主尺、可以沿主尺滑动的游标尺(副尺)和窄片几部分组成,其中主尺的最小分度为1mm。
时间:2022-02-25 06:23:41
不同规格游标卡尺的读数方法
有关游标卡尺的知识,游标卡尺又称为千分尺,在测量工作中经常用到,游标卡尺有不同的规格型号,那么在读数方法上略有不同,以下是不同规格游标卡尺的读数方法,供大家参考。
时间:2022-02-25 06:21:22
0.02mm游标卡尺的用法说明
0.02mm游标卡尺的用法说明,在使用0.02游标卡尺时,具体的操作方法为:将量爪并拢,查看游标和主尺身的零刻度线是否对齐。如果对齐,即可进行测量,如果没有对齐,那么就需要记取零误差。
时间:2022-02-25 06:16:23
0.02mm游标卡尺的读数方法
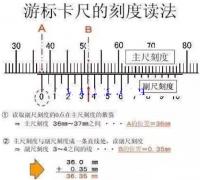
0.02mm游标卡尺的读数方法,游标卡尺,也叫千分尺,在游标卡尺上主尺的最小分度是1mm,游标尺上有10个小的等分刻度,其总长等于9mm。游标的零刻度线与主尺的零刻度线重合时,即可得到测量结果值。
时间:2022-02-25 06:14:00
游标卡尺读数练习实操大全
游标卡尺读数练习实操大全,游标卡尺读数步骤:1、 判断精度,2、读出主尺上的读数。(带单位)3、读游标上的读数。(不需要估读)1、游标卡尺读数练习1-10,不可错过的游标卡尺练习实例。
时间:2022-02-25 06:12:28
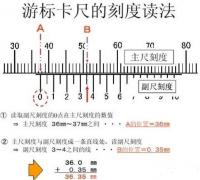
一文看懂游标卡尺的读数方法
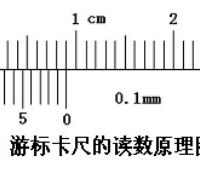
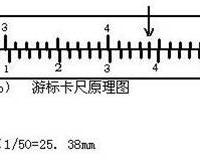
游标卡尺的读数方法,根据游标卡尺游标上的分度格数,可以把游标卡尺分为10分度、20分度、50分度三种,它们的精度(游标上的最小分度值分别为0.1 mm、0.05mm、0.02mm)。
时间:2022-02-25 06:10:57
游标卡尺的操作注意事项及保养方法
游标卡尺的操作注意事项及保养方法,在使用游标卡尺时,需要注意如下几个问题,并且要做好游标卡尺的日常维护与保养工作。读取数值时,必须防止眼睛观察时造成的视觉误差,读取数值时应正视,不能旁视。
时间:2022-02-25 06:09:27
游标卡尺的测量步骤总结
在使用游标卡尺进行测量时,必须掌握正确的测量方法,即必须按照正确的测量步骤来测量,才可能得到正确的测量结果,以下是游标卡尺的几条测量步骤,供大家参考。
时间:2022-02-25 06:07:23
- 上一篇:一文看懂游标卡尺的读数方法
- 下一篇:0.02mm游标卡尺的读数方法