数控机床plc编程方法实例
有关数控机床的plc编程方法,以冷却系统plc控制为例,说明数控机床plc程序的编制方法,整个程序完成数控系统对冷却液的手动与自动的全过程控制,一起来了解下。
数控机床plc编程实例
以冷却系统plc控制为例,说明数控机床plc程序的编制方法。
控制要求:冷却液控制程序可通过机床控制面板的控制键启动或停止冷却,也可以在自动或mda方式下利用m07或m08启动冷却,用m09停止冷却。在急停、冷却电机过载、冷却液位过低或程序测试等情况下终止冷却输出并报警。
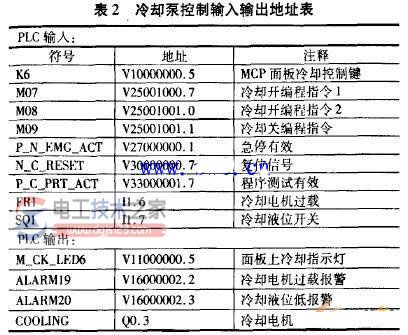
plc输人输出地址表:根据plc所给定的地址范围,对每个与plc控制有关的信号赋于专用的信号名和地址。从机床输入给plc或从nc输入给plc的均称为plc的输入,从plc输出给机床或从plc输出给nc的均称为plc的输出。
根据此原则,制作的冷却控制的输入输出地址见表2:
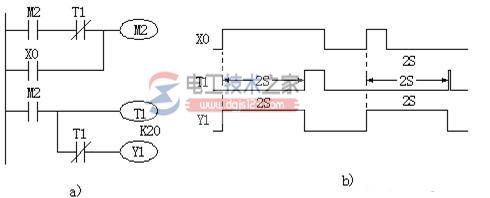
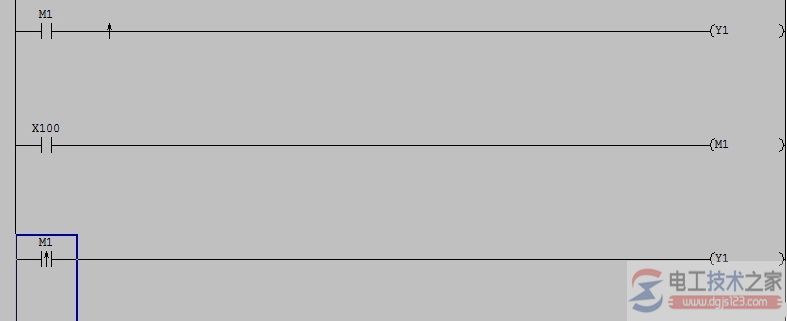
plc梯形图如图3:
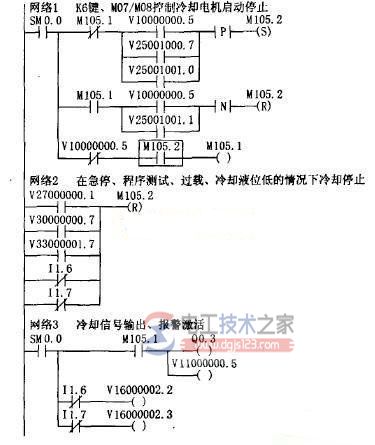
图3冷却系统plc控制梯形图
整个程序完成数控系统对冷却液的手动与自动的全过程控制。
第1段程序中,冷却手动控制键K6的第一次按下或程序控制指令M07、M08将对中间标志位M105.2完成置位操作;K6的第二次按下,程序控制指令M09将对中间标志位M105.2完成复位操作,而由M105.2去激活冷却输出标志位M105.1,M105.1在第3段程序中激活冷却输出Q0.3和冷却输出显示的信号地址Vl 1000000.5。
第2段程序表示当外界出现诸如急停、复位操作、程序测试状态、冷却电机过载报警、冷却液面过低报警时,M105.2将被强行复位,中止冷却输出。
第3段程序为信号的输出控制,由M105.1控制冷却输出Q0.3和冷却输出指示灯V11000000.5,11.6/11.7分别控制冷却电机过载报警V1600002.2和冷却液面过低报警V1600002.3。
本站仅提供信息发布平台,文章仅代表作者个人观点。